Behind the Scenes


January 12, 2017
BY Ron Kotrba
Whether a commercial biodiesel production facility is scaled at 5 MMgy or 90 MMgy, and irrespective of what pretreatment, reaction and purification techniques are employed, their utilization, selection and positioning of key equipment are critical to smooth, efficient operations. These items are paramount to manufacturing but often ignored in the press.
Automation, PCS
To realize how important automation is to biodiesel manufacturing, the lay person can think of a washing machine. Imagine manually initiating every stage—powering on, opening and shutting the water valve, adding soap, triggering the agitator, opening the drain valve, spinning and repeating. Russ Teall, president of Biodico, says this would be akin to lab-testing incoming feedstock and coming up with formulations based on previous reactions, running mini batches to corroborate chemistry, and then running it. “That’s not an automated system,” he says. “If your system is sensing exactly what the composition of the feedstock is, in terms of free fatty acids, moisture content, hydrocarbon chain length, and then based on a library determines what the most efficient reaction will be and then executes it through a programmable logic controller (PLC), that’s an automated system. That’s what we’re in the process of doing—building a data library to do that, and doing it at multiple facilities using high-grade equipment so the results are replicable.”
The more history, the better the data. “You can predict the shape of a curve with three points, but if you use 10, or 100, or 1,000 points, it becomes more accurate,” he says. “You’re eliminating statistical anomalies. And then you corroborate those in the lab with machines like FTIR spectrometers that need to be taught what they’re seeing. The library—that’s what leads to the ability to do process controls.”
Only then can real-time sensing and adjustment of feedstock, temperatures, pressures, catalyst dosage, reaction kinetics and purification be achieved. This is the end game—automated biodiesel production using a data-rich library of historical information to impart process control systems with knowledge of what to do in any given circumstance to optimize and speed production.
Pumps and Motors
Pumps are the prime mover of liquid products in the plant whose power comes from electric motors. Some common, popular pump designs include centrifugal pumps, which impart energy to a liquid using centrifugal force and throw the liquid out, and positive displacement pumps, which continuously create voids that pull into the pump and then close, displacing liquid with every rotation, according to John Hall, senior product manager with Viking Pump. “Our most popular are our universal seal pumps,” he says. “They are internal gear pumps. The technology, our flagship product, allows us to customize pumps for different applications, where incoming feedstock may vary, for instance.” Hall says adoption of variable speed drives applied to pumps has been important. “With rotary positive displacement, the flow rate is directly proportionate to the speed, so they last. They’ve become more accepted than ever before,” he says.
Motors have become subject to new NEMA-premium efficiency standards. Beginning June 1, 2016, an updated standard established by U.S. DOE in 2014 broadened the minimum efficiency of a variety of new motors sized at 1 horsepower and up. “When regulations first moved to NEMA-premium, there were exceptions that didn’t necessarily make sense,” says Dale Basso, NEMA vice chairman and WEG Electric Corp.’s low-voltage motors product manager. When Round 2 (aka Integral Horsepower Rule) changes came into effect this June, it included motors sized as low as 1 horsepower and incorporated “almost everything except things like special shafts,” Basso says. A NEMA-premium rating is two efficiency bands above a high-efficiency rating. The difference between each efficiency band, which is a fixed, nameplate assignment, is 10 percent loss.
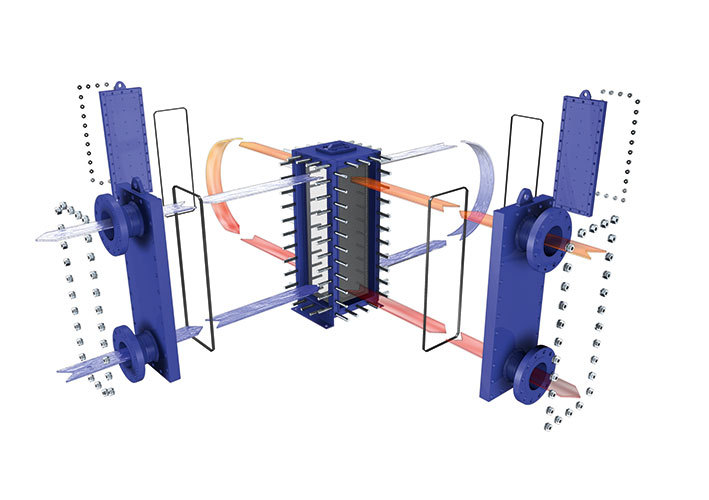
Heat Exchangers
They play an essential role in the operational efficiency and effectiveness at every processing facility in which heat is essential, and as energy efficiency importance grows, the role of heat exchangers will become greater. Heat exchangers come in all shapes and sizes for a variety of mediums. Some recycle hot air from the boiler and help preheat fluid, whether it’s boiler feedwater or feedstock. Others transfer heat between two liquids.
Wes Crozier, a product manager with Alfa Laval, says plate heat exchangers (PHEs) are designed to optimize heat transfer. “PHEs can have a heat transfer coefficient up to four times greater than that of a shell-and-tube one,” he says. “This, along with the construction of a PHE, means that the footprint can be as little as 20 percent of the physical space needed for a shell and tube. This size advantage is especially valuable where plant real estate is scarce, or higher-alloy metals must be used.”
The size advantage is achieved through embossing plates with carefully designed—often patented—patterns. “This embossing creates channels for the fluids to ensure maximum turbulence,” Crozier says. “This results in maximum efficiency in transferring heat from one medium to the other. In addition, many of our designs are fully countercurrent, which allow temperature crosses where the outlet temperature of the hot side can be cooler than the outlet temperature of the cold side—very difficult to do with other types of heat exchangers. The efficiency of the PHE also allows very tight temperature approaches, on the order of a couple of degrees, thus achieving the maximum energy transfer possible without physically mixing the fluids.”
Alfa Laval supplies a number of plate and frame heat exchangers to the biodiesel industry, both fully welded and gasketed. “Solvent recovery is one area that our welded plate range fits very well,” Crozier says, “and our gasketed range fits well in most energy recovery applications, and they are used in the biodiesel production process in a number of positions. Glycerin evaporation is one area where we have applied our gasketed rising film plate evaporator as well.”
Author: Ron Kotrba
Editor, Biodiesel Magazine
218-745-8347
rkotrba@bbiinternational.com
Advertisement
Advertisement
Advertisement
Advertisement
Related Stories

Biodiesel capacity in the U.S. and Canada dipped slightly stable in 2024, with several renewable diesel producers reporting headwinds and lower margins alongside a drove of SAF projects in various stages of development.

The IEA’s Task 39 group has new research regarding the development and status of the sustainable aviation fuel industry.

The U.S. EPA on Nov. 16 released updated RIN data, reporting that nearly 2.11 billion RINs were generated under the RFS in October, up from 1.81 billion generated during the same month of last year.
Conestoga to host SAFFiRE cellulosic ethanol pilot plant

By SAFFiRE Renewables LLC
November 28, 2023
Conestoga Energy and SAFFiRE Renewables LLC announced on Nov. 16 their agreement for Conestoga to host SAFFiRE’s cellulosic ethanol pilot plant at Conestoga’s Arkalon Energy ethanol facility in Liberal, Kansas.

Officials at Calumet Specialty Products Partners L.P. discussed the company’s proposed plans to boost sustainable aviation fuel (SAF) production at its Montana Renewables biorefinery during third quarter earnings call, held Nov. 9.
Upcoming Events





