

The Chemical Kinetics of Glycerolysis

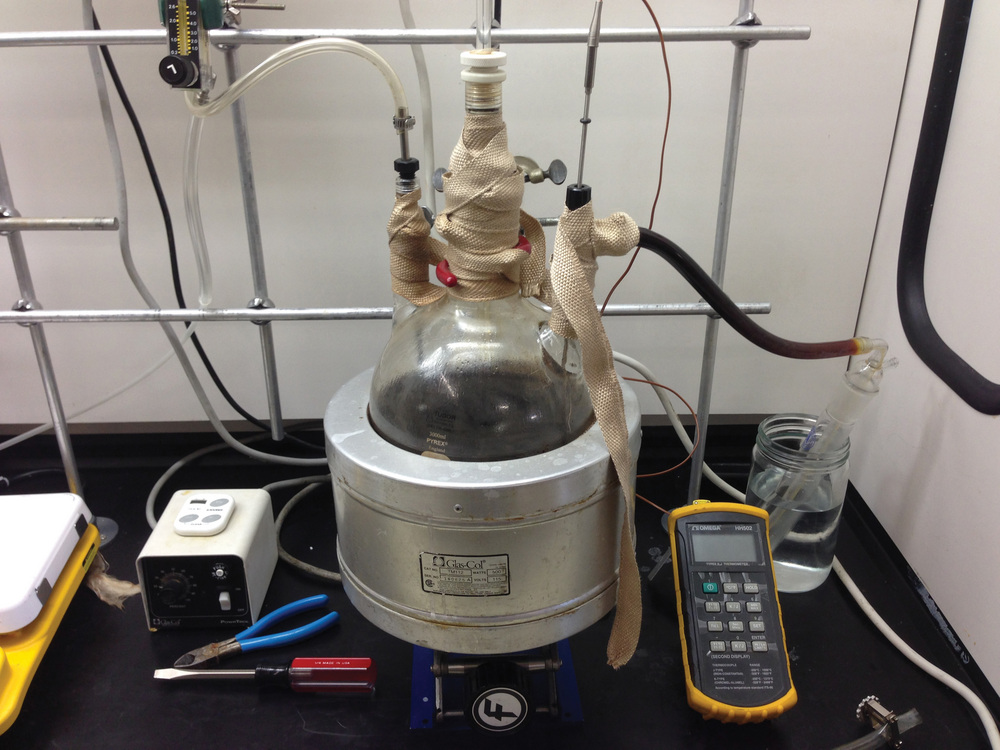

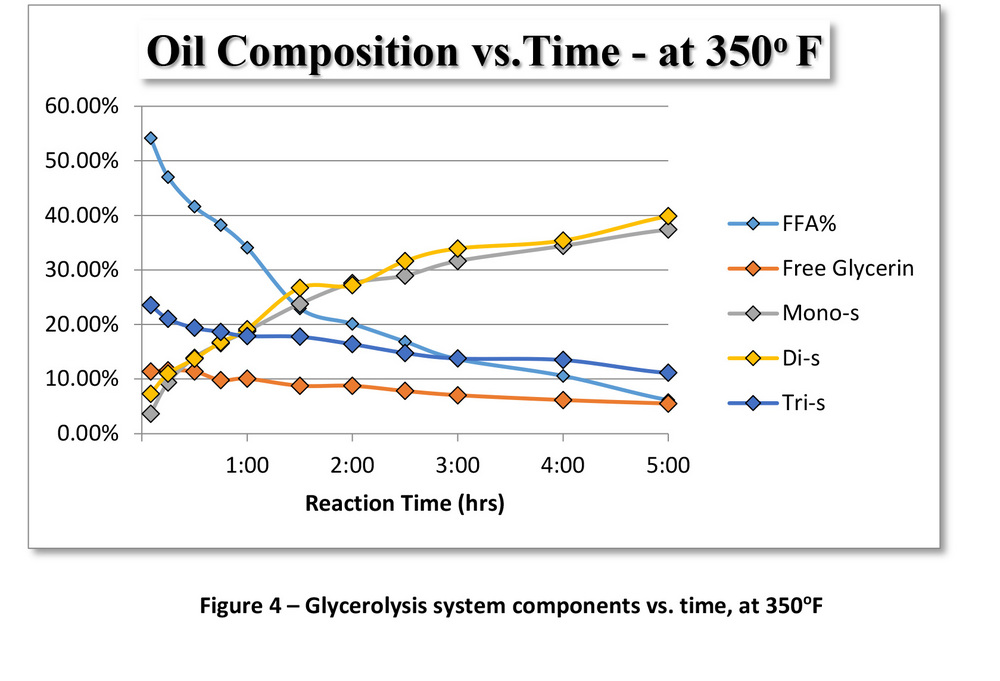
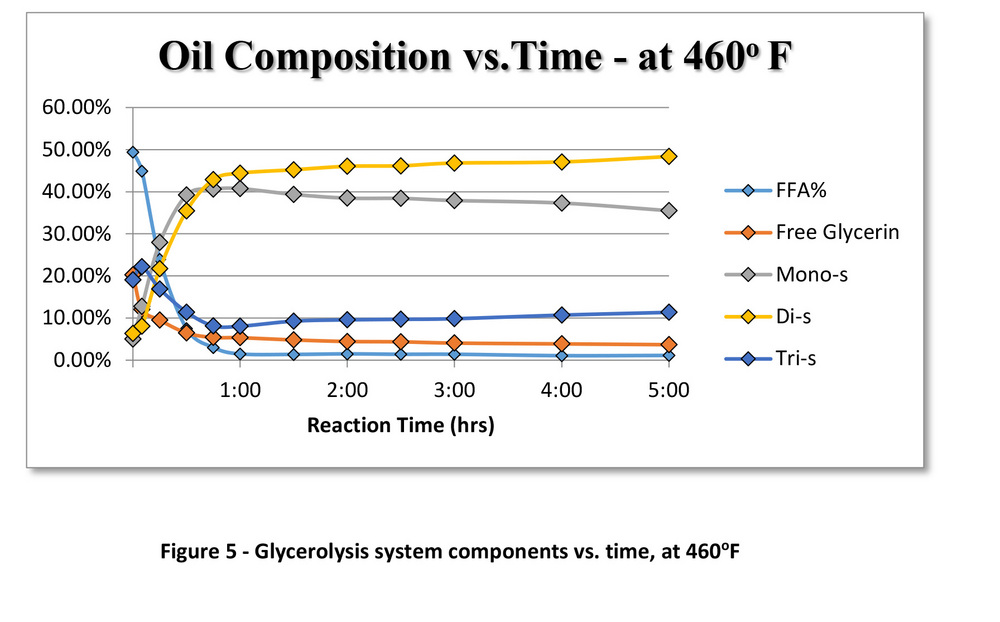
PHOTO: SUPERIOR PROCESS TECHNOLOGIES LLC
May 15, 2014
BY Erik Anderson
Advertisement
Advertisement
Related Stories

U.S. Agriculture Secretary Brooke Rollins on June 4 confirmed that release of the USDA’s feedstock guidelines to inform 45Z clean fuel production credit implementation “is imminent” with release scheduled for “this summer.”

U.S. biofuel producers consumed 30.193 billion pounds of feedstock in March, up nearly 12% when compared to February and up 6% when compared to March 2025, according to data released by the U.S. Energy Information Administration on May 29.

Rep. Darin LaHood, R-Ill., visited the Illinois Soybean Association’s headquarters in Bloomington on May 26 to meet with ISA leaders, staff, and Illinois soybean producers to discuss biofuels and other key issues impacting farmers across the state.

BASF and Arva on May 26 announced a strategic collaboration to help biofuel producers and farmers capture the full value of the 45Z clean fuel production credit once the implementing regulations are finalized.

A strategic shutdown and restart reveal how FutureFuel is balancing policy shifts, feedstock costs and a uniquely flexible business model.
Upcoming Events

@ Copyright 2026 - BBI International - All rights reserved.