
Spotlight: Here to Serve the Biodiesel Industry

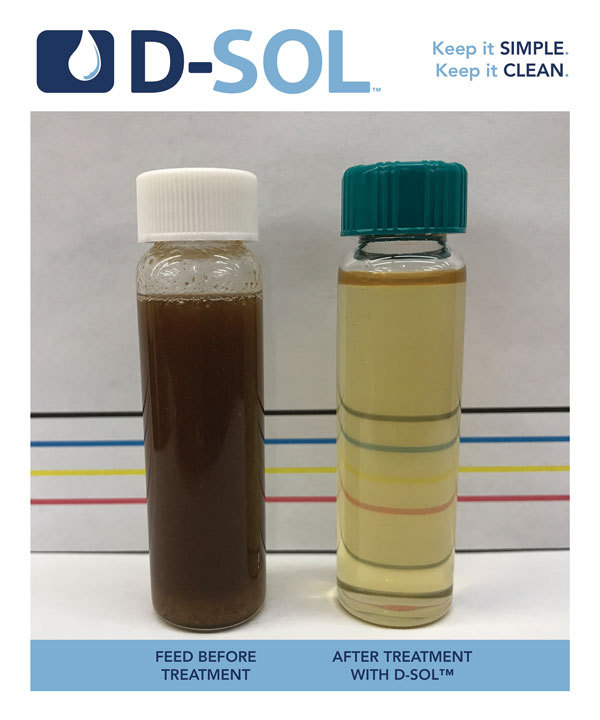





PHOTO: OIL-DRI CORPORATION OF AMERICA
August 8, 2017
BY Ron Kotrba
Advertisement
Advertisement
Related Stories

Rep. Randy Feenstra, R-Iowa, and five of his colleagues on the U.S. House Ways and Means Committee on Nov. 18 announced they are seeking additional information from relevant stakeholders on biofuel tax policy. Reponses must be submitted by Dec. 13.
Corteva Inc. has announced plans to form a joint venture with bp focused on feedstock production for SAF. The company plans to grow proprietary Corteva mustard seed, sunflower and canola feedstocks well-suited for SAF production.
Aemetis Inc. on Nov. 12 released Q3 financial results, reporting increased revenue for its California ethanol, India biodiesel and dairy RNG business segments. Development also continues on the company’s SAF and CCS projects.
The U.S. Department of Energy on Nov. 14 announced $20.2 million in funding for 10 university and industry projects spanning seven states to advance mixed algae development for low-carbon biofuels and bioproducts.

The Biodiesel Coalition of Missouri is opening a cost-share opportunity for fleets – the Biodiesel Credit Program. This annual program is reserved for fleet operations located in Missouri that are utilizing biodiesel blends of B6 or higher.
Upcoming Events

@ Copyright 2024 - BBI International - All rights reserved.