Time Has Come Today

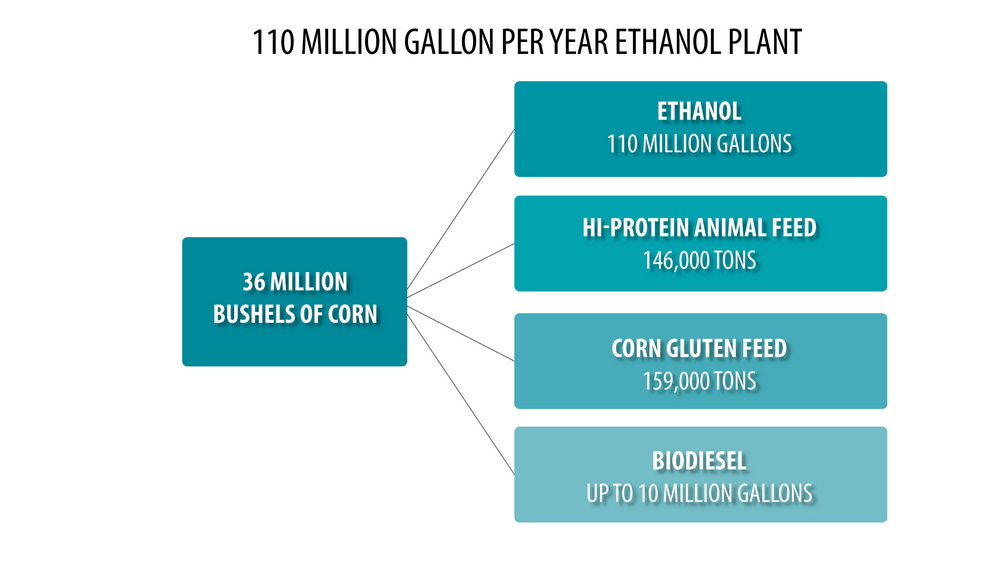
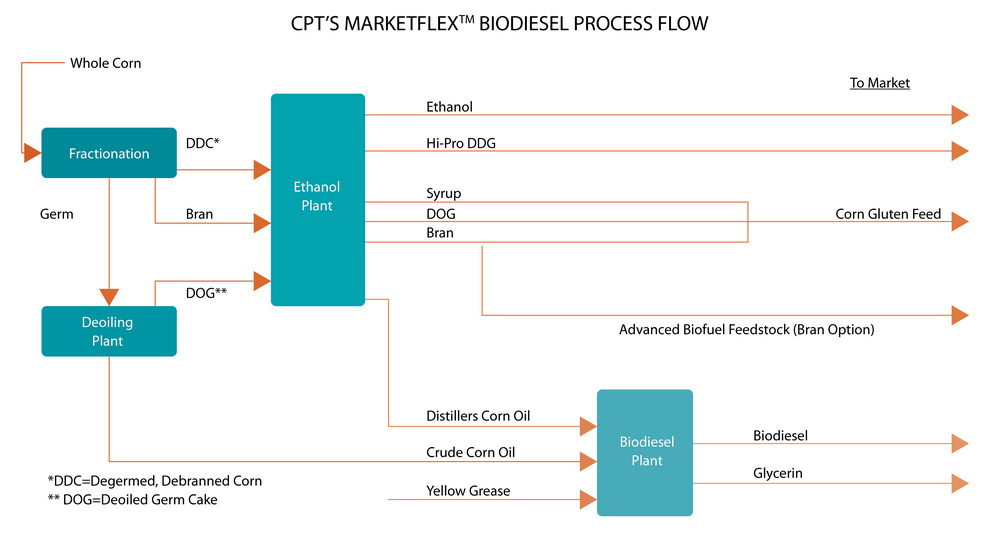

PHOTO: PATRIOT RENEWABLE FUELS LLC
May 16, 2014
BY Ron Kotrba
The synergies between co-located ethanol and biodiesel production have been discussed for a decade. The existing infrastructure to share process essentials, an in-house feedstock in distillers corn oil (DCO), and use of ethanol rather than methanol for biodiesel reactions are the more obvious benefits. Biodiesel technology providers want contracts in this highly sought-after market. For ethanol producers, the attraction is added value through biodiesel rather than crude corn oil sales, and D4 RIN generation. But it’s also about diversification and fulfilling the renewable fuel standard’s (RFS) vision.
“Over the past several years, biodiesel margins have been really strong,” says Ray Baker, general manager for Adkins Energy LLC, a 50 MMgy ethanol refinery in Lena, Ill. Adkins Energy announced last fall that it has contracted with WB Services to install a 2 MMgy biodiesel facility on-site with help from a $500,000 grant from USDA’s Rural Energy for America Program. “But one of the reasons I think we really like the project and the idea behind it,” Baker says, “is that we are already producing a conventional biofuel—corn-based ethanol—and we’ll now be producing an advanced biofuel in biodiesel, and I know in the future we’ll have the opportunity to be producing cellulosic ethanol. So we look at all aspects of the RFS and the growth that’s really built into that, and we see those opportunities.”
In recent years, DCO has emerged as one of the fastest-growing biodiesel feedstocks, and the technologies to effectively convert DCO to biodiesel have been improving. “I think once they got to that point, that helped the technology evolve and the idea behind it become more economical to install into a plant,” he says. “Before, the size of biodiesel plants was much larger, and now I think bolting them onto ethanol technologies on a smaller scale has become economical.”
Ron Beemiller, president and CEO of WB Services, says, “From my perspective, the reason this idea of integrating was never fully realized is, nobody ever had a real clear understanding of both processes enough to do the integration properly.” WB Services has more than 10 years’ experience in the ethanol sector. “We’ve been working on [the co-location concept] now for two or three years,” he says, “and it’s not only the biodiesel technology itself through our commercialization efforts with Novozymes, but also through the utilization components with how we can best utilize the infrastructure that exists to maximize return for the plant.”
WB Services is installing both a traditional acid esterification/base transesterification system at Adkins, as well as an enzymatic process—newer technology in the biodiesel space pioneered by Piedmont Biofuels several years ago, now running in facilities such as Blue Sun’s St. Joseph, Mo., plant and Viesel Fuel in Stuart, Fla. Pearland, Texas-based Biodiesel Experts International also manufactures enzymatic biodiesel skids.
“Per batch, it can run either way,” Beemiller says. “We intend to run enzymatic.” DCO traditionally runs between 10 and 15 percent free fatty acids (FFA), but Beemiller says he can offer performance guarantees far above that with the enzymatic technology. Rather than using what would traditionally be Novozymes’ approach, WB Services “kind of took it from a different perspective,” Beemiller says. “We basically use the enzyme as a pretreatment step to lower the FFA or to convert all the way to biodiesel, and then we do a few other steps as well, whether that’s an additional reaction along with additional polishing, and a few other things. It’s not the way that the Blue Suns of the world are doing it. We took a slightly different approach.”
WB Services has a patent pending on the integration aspects with co-location of biodiesel production at ethanol facilities. “We try to minimize the amount of outside components that need to be brought in while we maximize the use of the existing infrastructure,” Beemiller says. “Whether it’s bringing products from the ethanol plant to the biodiesel facility to utilize steam or energy, or whether it’s sending coproducts that are made or consumed within the biodiesel process, and sending them back through the ethanol plant. We’ve spent a considerable amount of time trying to maximize the use of the infrastructure that exists today.”
Advertisement
Advertisement
Baker says the option to distill biodiesel was necessary, and only added 5 to 6 percent of the entire plant cost. “For our market here in Illinois, which we’re excited to be a part of, there’s quite a bit of production, and distillation is the preferred product,” he says. “We want to be able to put the best product into that market.” Illinois is a very biodiesel-friendly state. Any biodiesel blended into on-road diesel fuel above 10 percent is exempt from sales tax, making B11 the blend of choice.
Beemiller explains the advantage of using ethanol for the reaction. “The combination of ethanol availability coupled with the ability to blend recovered ethanol back into the plant instead of putting in all the capital equipment to collect and clean it is one of the components that we worked on,” he says.
In designing the plant, WB Services worked to use much of the same equipment, such as valves and pumps, as is used in the ethanol plant. The interchangeability is an asset. “For instance, Sulzer pumps are used because that’s what’s in the ethanol plant,” Beemiller says. “That way they can utilize the spare parts from one to the other.” The agitators are ProQuip Inc., just like the ethanol plant. A Flottweg centrifuge will also be utilized. Apache Stainless Equipment Corp. and A&B Process Systems Corp. provided tanks and vessels for the project. “Really all of the instrumentation, the DCS, all the major equipment, it was all spec’d out to match what exists in the ethanol plant,” Beemiller says.
Construction is underway but the harsh winter has delayed anticipated commissioning until second quarter.
Patriot Fuels, Biodiesel LLC
Less than two hours south from Lena is Annawan, Ill., where Jatrodiesel Inc.’s first commercial supercritical biodiesel plant, a 5 MMgy facility, is being installed at the 120 MMgy Patriot Renewable Fuels LLC ethanol refinery. “Jatrodiesel is a small company, but they have vast experience building smaller biodiesel plants that convert the harder-to-process feedstocks,” says Rick Vondra, vice president and general manager of PRF. “For the scale and scope of what we wanted to do, it looked like a pretty good fit. Corn oil is not the easiest to convert.” Vondra says permits are not yet in hand, but he expects to have them soon. “We had an official groundbreaking although we haven’t started construction yet,” he says. “Hopefully we’ll get that completed in a few weeks, and start putting some steel in the ground.” While the EPA’s 2014 RFS proposal to stall biomass-based diesel at 1.28 billion gallons and reduce the ethanol RVO, in addition to the lapse of an important $1-per-gallon biodiesel tax credit, are on everyone’s minds in the biofuel sectors, Vondra says he’s convinced the project is viable even without a tax credit.
Advertisement
Advertisement
“We generally see a lot of business advantages when a biodiesel plant is vertically integrated into an existing feedstock-producing plant,” says Raj Mosali, president of Jatrodiesel. In a traditional process, acid esterification is employed to convert FFA to biodiesel, and base transesterification using a catalyst such as sodium methylate converts triglycerides into biodiesel. “In the Super process, we eliminated the use of catalyst—acid or base, or an enzyme—altogether,” Mosali says. “In a nutshell, we send a mixture of methanol and oil and out comes the biodiesel and glycerin. The advantages are savings in catalyst costs, simplicity of the process, true multifeedstock capability, up to 100 percent FFA capability and high-quality glycerin.”
While the Super process requires more energy than traditional approaches, Mosali says if you do a normalized comparison between traditional and Super, between 12 and 18 percent savings overall are achieved, considering utilities, chemicals, operational expenses and more. “And if you consider soft costs such as training the operators, the savings are higher,” he says.
The Illinois Department of Commerce and Economic Opportunity New Generation Biofuels Production Program is providing funding and development assistance for the ethanol plant’s new subsidiary, Patriot Fuels, Biodiesel LLC. The estimated cost, according to Vondra, is more than $10 million.
CPT’s MarketFlex
Another option available to ethanol producers is Cereal Process Technologies LLC’s MarketFlex, a capital-intense system of dry fractionation that separates the corn upfront to get higher quality oil, and much more of it, along with a traditional biodiesel process. “I think it’s strictly a matter of how much money they want to make,” says Pete Moss, president of CPT, on why ethanol producers might choose this route. “A lot of the emphasis in the past has been on the value of ethanol, but now the focus is edging more toward oil.”
Moss says while many backend extraction technologies yield half a pound of oil per bushel (OPB), dry fracking could yield up to 1.4 pounds OPB on the frontend, plus an additional quarter pound on the back. More oil could simply equate to more profit and better economies of scale, allowing a larger biodiesel production facility on-site. He says the spread between higher value edible corn oil and DCO has narrowed significantly. DCO is approximately 33 cents per pound with up to 15 percent FFA while crude corn oil with less than 4 percent FFA sells for about 42 cents. Moss says he is working to develop a pathway with the U.S. EPA so biodiesel produced from oil from dry fracking can generate valuable D4 RINs. “You had what used to be a much lower value inedible oil that can generate a more valuable RIN, versus a higher value edible oil that would not generate a RIN,” Moss says. “Now the spreads have narrowed so the differential between those two feedstocks is quite a bit closer than what it used to be. And a key factor is getting the new pathway to be able to generate the D4 RIN.”
For a 100 MMgy ethanol plant processing 36 million bushels a year, the estimated capital costs, according to Moss, are $28 million for fractionation, $10 million for solvent extraction, and $15 million for a 10 MMgy biodiesel facility, totaling $53 million. A same-sized plant just selling DCO would generate $37 million in earnings before interest, taxes, depreciation and amortization (EBITDA), whereas a plant with fractionation plus solvent extraction and biodiesel production EBITDA would be $65 million, according to Moss, meaning an annual improvement $28 million.
Author: Ron Kotrba
Editor, Biodiesel Magazine
218-745-8347
rkotrba@bbiinternational.com
Related Stories

The USDA significantly increased its estimate for 2025-’26 soybean oil use in biofuel production in its latest World Agricultural Supply and Demand Estimates report, released July 11. The outlook for soybean production was revised down.

U.S. fuel ethanol capacity fell slightly in April, while biodiesel and renewable diesel capacity held steady, according to data released by the U.S. EIA on June 30. Feedstock consumption was down when compared to the previous month.

The U.S. EPA on July 8 hosted virtual public hearing to gather input on the agency’s recently released proposed rule to set 2026 and 2027 RFS RVOs. Members of the biofuel industry were among those to offer testimony during the event.

The USDA’s Risk Management Agency is implementing multiple changes to the Camelina pilot insurance program for the 2026 and succeeding crop years. The changes will expand coverage options and provide greater flexibility for producers.

The USDA’s National Agricultural Statistics Service on June 30 released its annual Acreage report, estimating that 83.4 million acres of soybeans have been planted in the U.S. this year, down 4% when compared to 2024.
Upcoming Events





