
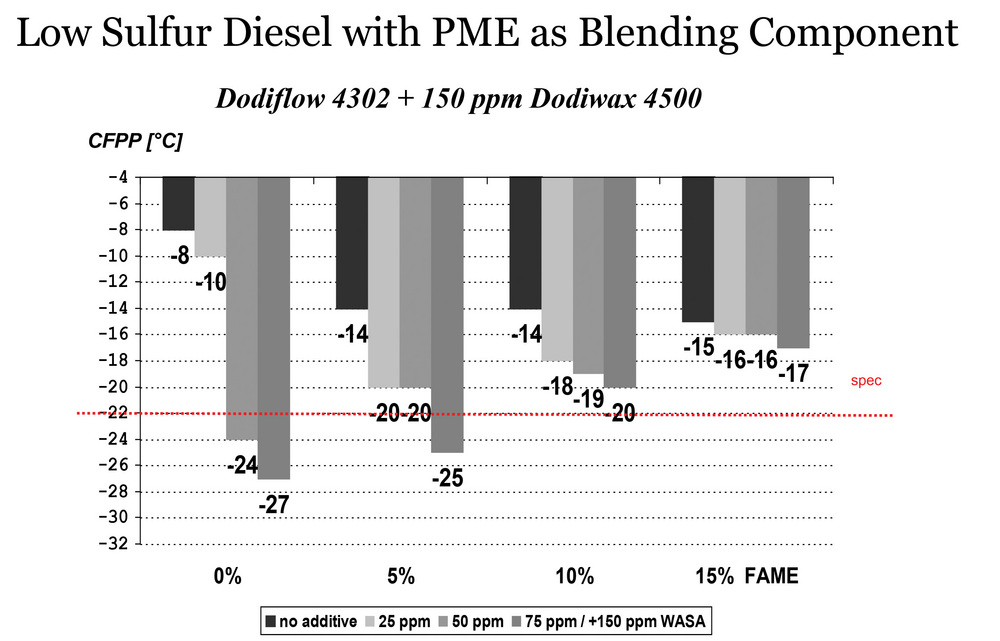
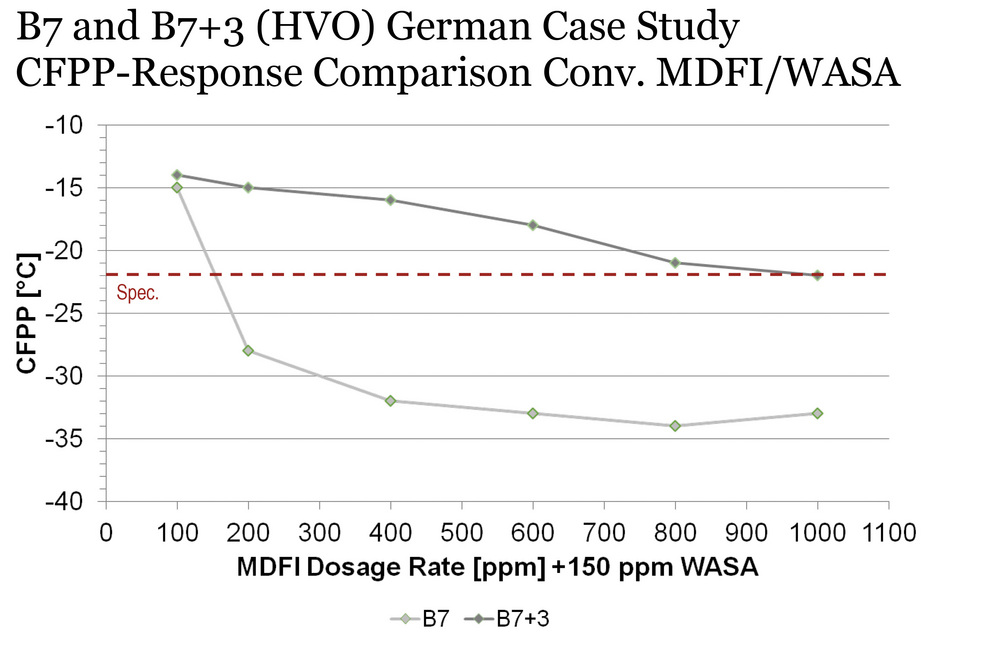
Cold Flow Treatment: FAME, HVO & Diesel Blends
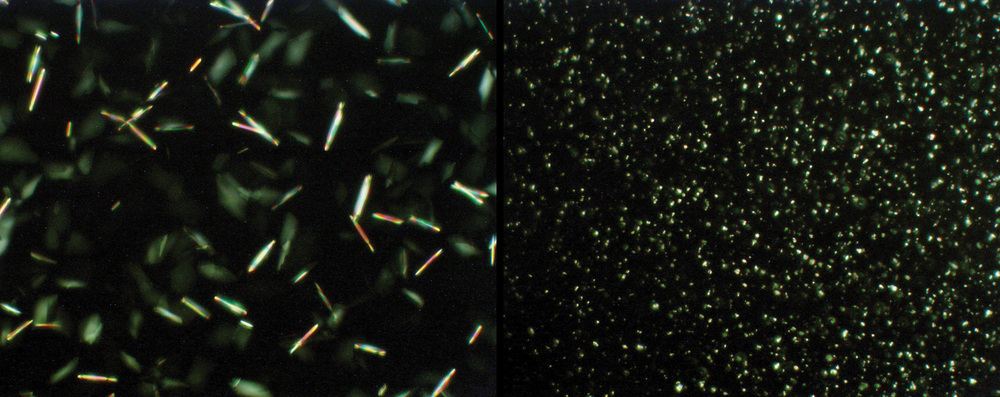
PHOTOS: CLARIANT
October 28, 2013
BY Werner A. Reimann and Bettina A. Siggelkow
Advertisement
Advertisement
Related Stories

Broco Energy on July 17 announced a new partnership with the Massachusetts Port Authority (Massport) to deliver and transition Massport's fuel tanks to renewable diesel across its various facilities.

Shell Aviation, Accenture, and Amex GBT on July 10 announced Avelia is in the process of evolving to an industry solution with independent data hosting and a multi-supplier model helping users access the GHG benefits of SAF.

Avia Solutions Group, the world's largest ACMI (aircraft, crew, maintenance, and insurance) provider, has partnered with DHL Express to reduce greenhouse gas emissions from its international shipments using SAF.

Bangkok Airways Public Company Limited has officially announced the adoption of sustainable aviation fuel (SAF) on its commercial flights, reinforcing Thailand’s green aviation industry. The initiative took effect starting July 1, 2025.

Global digital shipbuilder Incat Crowther announced on June 11 the company has been commissioned by Los Angeles operator Catalina Express to design a new low-emission, renewable diesel-powered passenger ferry.
Upcoming Events

@ Copyright 2025 - BBI International - All rights reserved.