A Modular Approach to Plant Design

January 1, 2008
BY Steve Lavorerio, Charlie Bambara and Vince Fuschetti
A compact modular plant design that uses proven techniques for process optimization and energy integration can improve biodiesel plant economics and speed up the construction or expansion process. Modular design can also result in substantial cost savings due to reduced components, and ease of access, operation and maintenance.
Biodiesel plants represent an ideal opportunity to employ modular designs. Their scale lends itself well to modularization of all or significant portions of the production process. Modular techniques can positively impact equipment selection and configuration, producing a compact plant layout, and improving product quality and profitability.
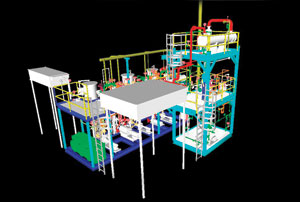
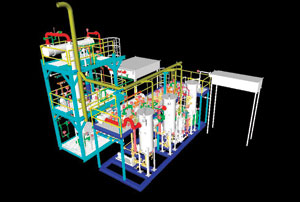
Modular designs typically have a smaller footprint than field-erected plants. Storage tanks are usually free-standing, but the vast majority of the process equipment can be modularized and strategically located, lowering capital costs and improving plant efficiency. A well-implemented
modular design takes advantage of a combination of horizontal and vertical layouts to locate equipment in an optimum spatial relationship. An experienced modular system designer can minimize space requirements, reduce piping runs and, in some cases, eliminate pumping requirements by allowing for gravitational flow.
In order to maximize cost savings, it's important to consider a modular design at the beginning of the project, whether new plant construction or expansion of an existing facility. Consult a design specialist early in the process, particularly during project conceptualization before process design has commenced. This is when critical decisions on equipment selection and configuration, instrumentation and controls, and block valve specification can have a major effect on plant layout.
Experienced modular plant designers should have the multi-disciplined capability to provide a custom design that incorporates expertise in process, structural, mechanical, piping, heat tracing, insulation, instrumentation and electrical design. Engineering expertise, when applied to modular designs, can reduce feedstock drying and pretreatment costs, improve biodiesel washing, purify biodiesel to ASTM standards, recover high-purity methanol and salable glycerin, minimize utility consumption and reduce plant emissions.
State-of-the-art modular fabrication techniques and experienced engineers can quickly produce a process package. Modular assembly and construction can be more efficient and safer than traditional construction since 70 percent to 80 percent of the work is done in a controlled environment with crews familiar with the workflow, accessibility and techniques of modular construction. Most on-site modular plant construction is done at grade, which minimizes work "in position" on site, saves assembly time and creates a safer worksite.
Process Optimization
Optimizing key process steps during the design phase results in many improvements that streamline plant operation, reduce process inventories and improve operating costs. Process equipment may be more efficiently utilized by applying proprietary designs to the reaction and wash section, converting batch operations to continuous flow and reducing residence times from hours to minutes.
Biodiesel purification can be optimized by using the most economical and efficient unit operations, including evaporation, distillation and extraction.
The recovery of methanol after the reaction stage usually requires a rectification column, which must be properly designed to minimize energy use and maximize recovery. This part of the process may also be designed as an integral part of the flash evaporation section. Vacuum can be used to minimize product temperatures and reduce degradation of the biodiesel.
Purification of the glycerin byproduct can significantly upgrade its value so that it may be suitable for pharmaceutical, cosmetic, fragrance or food-grade use.
Process dynamics and control strategies can be optimized by carefully matching the operating ranges of instrumentation and hydraulics to the equipment. The full range of operating conditions is considered in a plant-wide approach. Operational range can be improved by building sufficient turn-up and turn-down where needed into the design where needed and eliminating over-design.
Quality Assurance
Biodiesel and feedstock quality testing are mandatory at biodiesel plants. Laboratory and pilot plant testing can be tied into the modular plant design, allowing for the development of process data that's used to improve production. For example, testing is recommended for proper acid neutralization and the removal of soaps and fatty acids that cause foaming and fouling problems. Testing can also optimize the flash evaporation steps, any required distillations and new technology for the wash portion of production. Testing helps in equipment selection, instrumentation and control strategy, and may be required for hydraulic design of the plant to accommodate a wide range of operating conditions.
Laboratory testing is critical due to the wide variability of biodiesel feedstocks. Oil sources vary regionally and may vary throughout the growing season, resulting in changes in oil composition. The production process must be resilient enough to accommodate a wide range of operating parameters to adjust to feed variations.
Online analysis of biodiesel purity is typically the fastest way to acquire data analysis. Rather than waiting 24 to 48 hours to receive results from a third-party laboratory, analytical techniques can provide immediate results in the field, allowing plant and design engineers to rapidly optimize the production process, speeding up the design changes required to maintain plant performance.
Energy Integration
Modular biodiesel plant design also offers the ability to incorporate heat integration methodology. Multiple opportunities exist to use process streams to heat and cool other process steams within the plant. For example, in a recent biodiesel expansion project, heat integration produced an energy savings in excess of 50 percent over the original design basis.
The three major objectives when integrating energy within a modular biodiesel plant include minimizing heat source requirements, chiller and cooler load, and pumping and power use.
Waste heat recovery can dramatically reduce utility use by using warm products such as glycerin, biodiesel and methanol to heat incoming feed and intermediate streams. A good designer will take advantage of liquid-to-liquid heat interchange and gas-to-liquid interchange, including using cold feed to condense vapor streams, which saves on chiller costs or other energy required for condensing.
Modular systems are ideal for energy integration because the process streams are close together in the compact design. Circuit runs are shorter, eliminating long stretches of piping that would increase the cost of the system. An integrated modular approach also allows condensing process vapor streams to be used as sources of heat. Short piping runs minimize heat loss and condensation in the lines. Close attention to the relative elevations of equipment in the plant layout will prevent pocketing.
Utility requirements, and therefore operating costs, can be reduced in several ways. For instance, a design may require cooled air for condensing to reduce the need for cooling towers and refrigeration units. Another advantage is the mixture of horizontal and vertical layout so that, in some cases, streams can flow by gravity from an upper to a lower module instead of pumping horizontally. This not only reduces utility requirements, but can eliminate pumps, further reducing the system's capital cost.
In conclusion, new construction or expansion design comes down to the bottom line. In the alternative fuels marketplace, margins are tight. A properly designed modular system using innovative process techniques can reduce investment capital costs for construction, and reduce operating costs and utility requirements through energy integration. The result is an increase in product and coproduct values, producing a more competitive biodiesel plant.
Steve Lavorerio is founder and president of
The ChemPro Group. Reach him at
slavorerio@thechemprogroup.com or (973) 299-1880. Charlie Bambara is founder and
vice president of engineering at The
ChemPro Group. Reach him at cbambara@thechemprogroup.com. Vince Fuschetti is the owner of Advance Process Technology LLC. Reach him at (908) 216-5426.
Biodiesel plants represent an ideal opportunity to employ modular designs. Their scale lends itself well to modularization of all or significant portions of the production process. Modular techniques can positively impact equipment selection and configuration, producing a compact plant layout, and improving product quality and profitability.
Modular designs typically have a smaller footprint than field-erected plants. Storage tanks are usually free-standing, but the vast majority of the process equipment can be modularized and strategically located, lowering capital costs and improving plant efficiency. A well-implemented
modular design takes advantage of a combination of horizontal and vertical layouts to locate equipment in an optimum spatial relationship. An experienced modular system designer can minimize space requirements, reduce piping runs and, in some cases, eliminate pumping requirements by allowing for gravitational flow.
In order to maximize cost savings, it's important to consider a modular design at the beginning of the project, whether new plant construction or expansion of an existing facility. Consult a design specialist early in the process, particularly during project conceptualization before process design has commenced. This is when critical decisions on equipment selection and configuration, instrumentation and controls, and block valve specification can have a major effect on plant layout.
Experienced modular plant designers should have the multi-disciplined capability to provide a custom design that incorporates expertise in process, structural, mechanical, piping, heat tracing, insulation, instrumentation and electrical design. Engineering expertise, when applied to modular designs, can reduce feedstock drying and pretreatment costs, improve biodiesel washing, purify biodiesel to ASTM standards, recover high-purity methanol and salable glycerin, minimize utility consumption and reduce plant emissions.
State-of-the-art modular fabrication techniques and experienced engineers can quickly produce a process package. Modular assembly and construction can be more efficient and safer than traditional construction since 70 percent to 80 percent of the work is done in a controlled environment with crews familiar with the workflow, accessibility and techniques of modular construction. Most on-site modular plant construction is done at grade, which minimizes work "in position" on site, saves assembly time and creates a safer worksite.
Process Optimization
Optimizing key process steps during the design phase results in many improvements that streamline plant operation, reduce process inventories and improve operating costs. Process equipment may be more efficiently utilized by applying proprietary designs to the reaction and wash section, converting batch operations to continuous flow and reducing residence times from hours to minutes.
Biodiesel purification can be optimized by using the most economical and efficient unit operations, including evaporation, distillation and extraction.
The recovery of methanol after the reaction stage usually requires a rectification column, which must be properly designed to minimize energy use and maximize recovery. This part of the process may also be designed as an integral part of the flash evaporation section. Vacuum can be used to minimize product temperatures and reduce degradation of the biodiesel.
Purification of the glycerin byproduct can significantly upgrade its value so that it may be suitable for pharmaceutical, cosmetic, fragrance or food-grade use.
Process dynamics and control strategies can be optimized by carefully matching the operating ranges of instrumentation and hydraulics to the equipment. The full range of operating conditions is considered in a plant-wide approach. Operational range can be improved by building sufficient turn-up and turn-down where needed into the design where needed and eliminating over-design.
Quality Assurance
Biodiesel and feedstock quality testing are mandatory at biodiesel plants. Laboratory and pilot plant testing can be tied into the modular plant design, allowing for the development of process data that's used to improve production. For example, testing is recommended for proper acid neutralization and the removal of soaps and fatty acids that cause foaming and fouling problems. Testing can also optimize the flash evaporation steps, any required distillations and new technology for the wash portion of production. Testing helps in equipment selection, instrumentation and control strategy, and may be required for hydraulic design of the plant to accommodate a wide range of operating conditions.
Laboratory testing is critical due to the wide variability of biodiesel feedstocks. Oil sources vary regionally and may vary throughout the growing season, resulting in changes in oil composition. The production process must be resilient enough to accommodate a wide range of operating parameters to adjust to feed variations.
Online analysis of biodiesel purity is typically the fastest way to acquire data analysis. Rather than waiting 24 to 48 hours to receive results from a third-party laboratory, analytical techniques can provide immediate results in the field, allowing plant and design engineers to rapidly optimize the production process, speeding up the design changes required to maintain plant performance.
Energy Integration
Modular biodiesel plant design also offers the ability to incorporate heat integration methodology. Multiple opportunities exist to use process streams to heat and cool other process steams within the plant. For example, in a recent biodiesel expansion project, heat integration produced an energy savings in excess of 50 percent over the original design basis.
The three major objectives when integrating energy within a modular biodiesel plant include minimizing heat source requirements, chiller and cooler load, and pumping and power use.
Waste heat recovery can dramatically reduce utility use by using warm products such as glycerin, biodiesel and methanol to heat incoming feed and intermediate streams. A good designer will take advantage of liquid-to-liquid heat interchange and gas-to-liquid interchange, including using cold feed to condense vapor streams, which saves on chiller costs or other energy required for condensing.
Modular systems are ideal for energy integration because the process streams are close together in the compact design. Circuit runs are shorter, eliminating long stretches of piping that would increase the cost of the system. An integrated modular approach also allows condensing process vapor streams to be used as sources of heat. Short piping runs minimize heat loss and condensation in the lines. Close attention to the relative elevations of equipment in the plant layout will prevent pocketing.
Utility requirements, and therefore operating costs, can be reduced in several ways. For instance, a design may require cooled air for condensing to reduce the need for cooling towers and refrigeration units. Another advantage is the mixture of horizontal and vertical layout so that, in some cases, streams can flow by gravity from an upper to a lower module instead of pumping horizontally. This not only reduces utility requirements, but can eliminate pumps, further reducing the system's capital cost.
In conclusion, new construction or expansion design comes down to the bottom line. In the alternative fuels marketplace, margins are tight. A properly designed modular system using innovative process techniques can reduce investment capital costs for construction, and reduce operating costs and utility requirements through energy integration. The result is an increase in product and coproduct values, producing a more competitive biodiesel plant.
Steve Lavorerio is founder and president of
The ChemPro Group. Reach him at
slavorerio@thechemprogroup.com or (973) 299-1880. Charlie Bambara is founder and
vice president of engineering at The
ChemPro Group. Reach him at cbambara@thechemprogroup.com. Vince Fuschetti is the owner of Advance Process Technology LLC. Reach him at (908) 216-5426.
Advertisement
Advertisement
Upcoming Events





