Conceptual Design Study of Supercritical Transesterification
January 19, 2010
BY Miriam Abigail Chang and Raul Bicol
Most biodiesel processes use a catalyst to increase the rate of reaction, but various studies have been conducted on eliminating its use. One example is supercritical transesterification, which occurs at 350 degrees Celsius at pressures of 20 bar, exceeding the critical conditions of methanol. According to laboratory experiments, reaction time is only 15 minutes and high alcohol to oil ratio (42:1) is required1. A simpler process requiring less equipment makes supercritical transesterification an attractive alternative.
The high cost of biodiesel compared to petroleum diesel impedes its commercialization. It was analyzed that 70 to 95 percent of total biodiesel production costs depend on raw materials costs2. Jatropha oil has gained popularity as biodiesel feedstock because of the ease of planting at minimal cost. In the Philippines, government and industry members are taking action to increase jatropha planting. The Philippines Biofuel Act (Republic Act 9637) mandates mixing 1 percent biodiesel in petrodiesel. Coconut methyl ester (CME) is the only product used for blending today. Jatropha biodiesel would open alternatives for consumers.
The objective of this study is to design the process of supercritical transesterification using crude jatropha oil as feedstock, and to conduct an economic study assessing its feasibility in the Philippines using material and energy balance calculations from ASPEN Plus simulation software.
Process Design and Simulation Basis
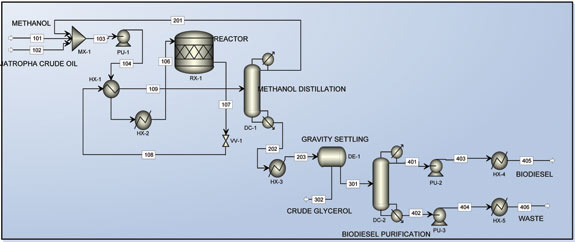
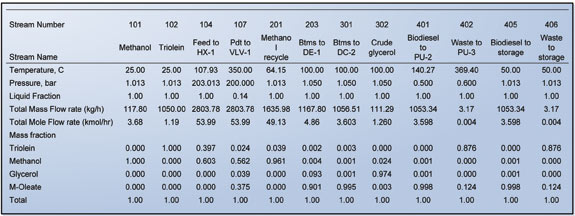
ASPEN plus version 12.1 was used. Non-Random Two Liquid (NRTL) was chosen to compute thermodynamic and transport properties. The plant capacity is 9 x 106 liters per year per hectare (l/ha), which requires about 12,000 hectares (29,653 acres) of cultivated land. The conversion of 730 l/ha was used3. A simplified process flow sheet is presented in Figure 1. Methanol, stream 101, and crude oil at 25 degrees and 1 bar (102) were mixed and pumped to the system at a pressure of 20 bar. Fresh methanol was combined with recycled methanol (201) from DC-1, and the series of heat exchangers, HX-1 and HX-2 in the diagram, increased the stream temperature. The reactor converts the triglyceride to fatty acid methyl ester (FAME) at 350 degrees and 20 bar with 94 percent conversion. Temperature, pressure and conversion were recommended based on laboratory experiments4. Stream 107 pressure was reduced and cooled through HX-1 and HX-2. Stream 109 was fed to methanol distillation column DC-1 where the reaction products and methanol are separated.
DC-1 operates at a pressure of 1.013 to 1.063 bar, and temperature of 64 to 202 degrees. There are seven theoretical stages including the condenser and reboiler as a stage. The feed enters at stage 3, and an optimum reflux ratio of 3.29 is established. The cooling water for the condenser, and medium-pressure steam (11 bar) for the reboiler, are what utilities are required in the process. This separation is energy intensive, using more steam and cooling water compared to the second distillation process.
In the laboratory, methanol is typically evaporated5, which is unacceptable in commercial applications since methanol can still be used as a reactant, especially when the methanol-to-oil ratio is high. In the feed of DC-1, 99.7 percent of methanol was recovered and recycled. The bottom product from DC-1 is cooled through HX-3 and then sent to the gravity settling tank (DE-1). DC-1 is a tray type, or bubble cap, column. The software calculated the diameter and height based on conventional tray spacing of 0.6 meters and the Fair flooding calculation method.
Stream 202 (FAME, glycerol and unreacted triglycerides) is cooled and then sent to the decanter (DE-1). Due to the polarity of glycerol, it can be easily separated by gravity settling with the same separation as applied in experiments5. More than 99 percent of the glycerol was recovered.
Stream 301 is the feed to the second distillation column (DC-2) where purification occurs. The total number of theoretical stages is 13 including condenser and reboiler. Feed enters at stage 9. Utilities used were cooling water and high pressure steam for condenser and reboiler, respectively. Pressure ranges from 0.5 to 0.6 bar, and temperature from 140 to 370 degrees. DC-2 was set to operate at vacuum conditions to lower the operating temperature. Distillate (405) and bottom (406) products from DC-1 are subsequently cooled for storage. Recovery of biodiesel is 99.96 percent, and product purity is 99.8 percent biodiesel. DC-2 is a tray type (bubble cap) column. ASPEN Plus calculated the diameter and height based on the tray spacing at 0.6 meters and Fair flooding calculation method.
Economic Analysis
Basis and assumptions Costs were generated based on 9 x 106 L/yr capacity, operating 8,040 hours per year (335 days per year), 3 shifts per day and continuous operation. A Class 4 estimate was used, with accuracy ranging from minus15 to 50 percent. The estimating method used was equipment-factored6. Equipment costs were from historical cost database of purchased equipment priced in dollars and converted to Philippines peso (PhP). The conversion used was 1 U.S. dollar equals 48 PhP. The database accounted for escalation price based from the year it was purchased. Utilities costs were taken from the actual cost of an industrial plant in the Philippines dated February 2009. Seventy percent pump efficiency was assumed for electricity cost.
Manufacturing cost7,8 Price of jatropha crude oil was assumed to be PhP15.85 per kilogram. Base comparison of the price was coconut oil cost, which was around PhP 30/kg to 40/kg. The commercial jatropha price is expected to be lower compared to coconut oil. The price of methanol used was based on October 2008 market prices, which was PhP 21/kg. The price of crude glycerol used was PhP 10/kg. Glycerol from biodiesel production is sold and can be used as a feed in the soap industry. No monetary credit was allotted for Triolein waste (stream 406).
Factors used to obtain the manufacturing cost were taken from Ulrich, 1984 and Turton et al 1998, with some minor adjustments. The price of jatropha feedstock is the major contributor in the total manufacturing cost consisting of 46 percent. This plays an important factor in making japtropha more favorable than coconut oil as a feedstock.
ROI, PBP and breakeven price Manufacturing costs show a positive return on investment (ROI) and short payback period (PBP). This year, the domestic interest rate of Banko Sentral ng Pilipinas Central Bank of the Philippines ranges from 6 to 6.5 percent9. To attain 7 percent ROI, the crude oil price should be lower than PhP 16/kg and a selling price of biodiesel should not be less than PhP 45.72/l. The selling price of CME in the Philippines as of February 2009 is PhP 41/kg. The significant difference in price opens an opportunity, especially as Biofuel Law RA 9367 is strictly implemented in the country, along with the possibility of increasing biodiesel's blend percentage in petroleum products in the future.
In supercritical process, although costs of catalysts and other chemicals are eliminated, high costs of utilities arise as a result of methanol recovery. Feedstock and utilities costs are the two major factors that contribute to manufacturing costs.
A biodiesel plant utilizing supercritical transesterfication requires a high capital investment, despite being one of the simplest ways to produce biodiesel. To attain a 7 percent ROI, which is higher than government interest rates, the crude oil price should be lower than PhP 16/kg and selling price of biodiesel not less than PhP 41/kg.
Presently, it is not economical to replace diesel with biodiesel only. The price of diesel is still lower compared to biodiesel. Jatropha biodiesel is a possible alternative to CME for blending purposes.
References
1. Kusdiana, D., Saka, S. (2001). Kinetics of transesterification in rapeseed oil to biodiesel fuel as treated in supercritical methanol. Fuel 80, 693-698.
2. Krawczyk, T. (1996). Biodiesel. INFORM 7 (8), 801-822.
3. Mendoza, T., Castillo, E., Aquino, A. (2007). Towards making Jatropha "tubang bakod" a viable source of biodiesel in the Philippines. College of Agriculture, University of the Philippines Los Baños, Laguna Philippines, 9 pp.
4. Ngamprasertsith, S., Bunyakiat, K., Makmee, S., Sawangkeaw, R. (2006). Continuous production of biodiesel via transesterification from vegetable oils in supercritical methanol. Energy and Fuels 20, 812-817.
5. Petchmala, A., Goto, M., Sasaki, M., Shotipruk, A., Yujaroen, D. (2008). Production methyl esters from palm fatty acids in supercritical methanol. Chiang Mai Journal of Science 35(1), 23-28.
6. Coker, A.K. (2007). Ludwig's applied process design for chemical and petrochemical plants, volume 1, 4th edition. Gulf Professional, Oxford: U.K.
7. Ulrich, G.D. (1894). A guide to chemical engineering process design and economics. John Wiley & Sons Inc., Hoboken: U.S.
8. Turton, R., Bailie, R.C., Whiting, W.B. Shaeiwitz, J.A. (1998). Analysis, synthesis, and design of chemical processes. Prentice Hall PTR, New Jersey: U.S.
9. Banko Sentral ng Pilipinas. (2009, May 19). Daily News Release. Retrieved May 19, 2009, from http://www.bsp.gov.ph/statistics/keystat/keystat.htm.
Miriam Abigail Chang and Raul Bicol are process engineers with Fluor Daniel Inc.–Philippines. Chang can be reached at miriam.abigail.chang@fluor.com.
The high cost of biodiesel compared to petroleum diesel impedes its commercialization. It was analyzed that 70 to 95 percent of total biodiesel production costs depend on raw materials costs2. Jatropha oil has gained popularity as biodiesel feedstock because of the ease of planting at minimal cost. In the Philippines, government and industry members are taking action to increase jatropha planting. The Philippines Biofuel Act (Republic Act 9637) mandates mixing 1 percent biodiesel in petrodiesel. Coconut methyl ester (CME) is the only product used for blending today. Jatropha biodiesel would open alternatives for consumers.
The objective of this study is to design the process of supercritical transesterification using crude jatropha oil as feedstock, and to conduct an economic study assessing its feasibility in the Philippines using material and energy balance calculations from ASPEN Plus simulation software.
Process Design and Simulation Basis
ASPEN plus version 12.1 was used. Non-Random Two Liquid (NRTL) was chosen to compute thermodynamic and transport properties. The plant capacity is 9 x 106 liters per year per hectare (l/ha), which requires about 12,000 hectares (29,653 acres) of cultivated land. The conversion of 730 l/ha was used3. A simplified process flow sheet is presented in Figure 1. Methanol, stream 101, and crude oil at 25 degrees and 1 bar (102) were mixed and pumped to the system at a pressure of 20 bar. Fresh methanol was combined with recycled methanol (201) from DC-1, and the series of heat exchangers, HX-1 and HX-2 in the diagram, increased the stream temperature. The reactor converts the triglyceride to fatty acid methyl ester (FAME) at 350 degrees and 20 bar with 94 percent conversion. Temperature, pressure and conversion were recommended based on laboratory experiments4. Stream 107 pressure was reduced and cooled through HX-1 and HX-2. Stream 109 was fed to methanol distillation column DC-1 where the reaction products and methanol are separated.
DC-1 operates at a pressure of 1.013 to 1.063 bar, and temperature of 64 to 202 degrees. There are seven theoretical stages including the condenser and reboiler as a stage. The feed enters at stage 3, and an optimum reflux ratio of 3.29 is established. The cooling water for the condenser, and medium-pressure steam (11 bar) for the reboiler, are what utilities are required in the process. This separation is energy intensive, using more steam and cooling water compared to the second distillation process.
In the laboratory, methanol is typically evaporated5, which is unacceptable in commercial applications since methanol can still be used as a reactant, especially when the methanol-to-oil ratio is high. In the feed of DC-1, 99.7 percent of methanol was recovered and recycled. The bottom product from DC-1 is cooled through HX-3 and then sent to the gravity settling tank (DE-1). DC-1 is a tray type, or bubble cap, column. The software calculated the diameter and height based on conventional tray spacing of 0.6 meters and the Fair flooding calculation method.
Stream 202 (FAME, glycerol and unreacted triglycerides) is cooled and then sent to the decanter (DE-1). Due to the polarity of glycerol, it can be easily separated by gravity settling with the same separation as applied in experiments5. More than 99 percent of the glycerol was recovered.
Stream 301 is the feed to the second distillation column (DC-2) where purification occurs. The total number of theoretical stages is 13 including condenser and reboiler. Feed enters at stage 9. Utilities used were cooling water and high pressure steam for condenser and reboiler, respectively. Pressure ranges from 0.5 to 0.6 bar, and temperature from 140 to 370 degrees. DC-2 was set to operate at vacuum conditions to lower the operating temperature. Distillate (405) and bottom (406) products from DC-1 are subsequently cooled for storage. Recovery of biodiesel is 99.96 percent, and product purity is 99.8 percent biodiesel. DC-2 is a tray type (bubble cap) column. ASPEN Plus calculated the diameter and height based on the tray spacing at 0.6 meters and Fair flooding calculation method.
Economic Analysis
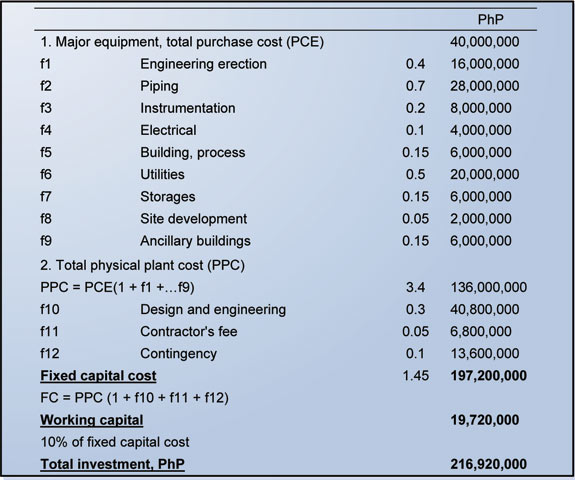
Basis and assumptions Costs were generated based on 9 x 106 L/yr capacity, operating 8,040 hours per year (335 days per year), 3 shifts per day and continuous operation. A Class 4 estimate was used, with accuracy ranging from minus15 to 50 percent. The estimating method used was equipment-factored6. Equipment costs were from historical cost database of purchased equipment priced in dollars and converted to Philippines peso (PhP). The conversion used was 1 U.S. dollar equals 48 PhP. The database accounted for escalation price based from the year it was purchased. Utilities costs were taken from the actual cost of an industrial plant in the Philippines dated February 2009. Seventy percent pump efficiency was assumed for electricity cost.
Manufacturing cost7,8 Price of jatropha crude oil was assumed to be PhP15.85 per kilogram. Base comparison of the price was coconut oil cost, which was around PhP 30/kg to 40/kg. The commercial jatropha price is expected to be lower compared to coconut oil. The price of methanol used was based on October 2008 market prices, which was PhP 21/kg. The price of crude glycerol used was PhP 10/kg. Glycerol from biodiesel production is sold and can be used as a feed in the soap industry. No monetary credit was allotted for Triolein waste (stream 406).
Factors used to obtain the manufacturing cost were taken from Ulrich, 1984 and Turton et al 1998, with some minor adjustments. The price of jatropha feedstock is the major contributor in the total manufacturing cost consisting of 46 percent. This plays an important factor in making japtropha more favorable than coconut oil as a feedstock.
ROI, PBP and breakeven price Manufacturing costs show a positive return on investment (ROI) and short payback period (PBP). This year, the domestic interest rate of Banko Sentral ng Pilipinas Central Bank of the Philippines ranges from 6 to 6.5 percent9. To attain 7 percent ROI, the crude oil price should be lower than PhP 16/kg and a selling price of biodiesel should not be less than PhP 45.72/l. The selling price of CME in the Philippines as of February 2009 is PhP 41/kg. The significant difference in price opens an opportunity, especially as Biofuel Law RA 9367 is strictly implemented in the country, along with the possibility of increasing biodiesel's blend percentage in petroleum products in the future.
In supercritical process, although costs of catalysts and other chemicals are eliminated, high costs of utilities arise as a result of methanol recovery. Feedstock and utilities costs are the two major factors that contribute to manufacturing costs.
A biodiesel plant utilizing supercritical transesterfication requires a high capital investment, despite being one of the simplest ways to produce biodiesel. To attain a 7 percent ROI, which is higher than government interest rates, the crude oil price should be lower than PhP 16/kg and selling price of biodiesel not less than PhP 41/kg.
Presently, it is not economical to replace diesel with biodiesel only. The price of diesel is still lower compared to biodiesel. Jatropha biodiesel is a possible alternative to CME for blending purposes.
References
1. Kusdiana, D., Saka, S. (2001). Kinetics of transesterification in rapeseed oil to biodiesel fuel as treated in supercritical methanol. Fuel 80, 693-698.
2. Krawczyk, T. (1996). Biodiesel. INFORM 7 (8), 801-822.
3. Mendoza, T., Castillo, E., Aquino, A. (2007). Towards making Jatropha "tubang bakod" a viable source of biodiesel in the Philippines. College of Agriculture, University of the Philippines Los Baños, Laguna Philippines, 9 pp.
4. Ngamprasertsith, S., Bunyakiat, K., Makmee, S., Sawangkeaw, R. (2006). Continuous production of biodiesel via transesterification from vegetable oils in supercritical methanol. Energy and Fuels 20, 812-817.
5. Petchmala, A., Goto, M., Sasaki, M., Shotipruk, A., Yujaroen, D. (2008). Production methyl esters from palm fatty acids in supercritical methanol. Chiang Mai Journal of Science 35(1), 23-28.
6. Coker, A.K. (2007). Ludwig's applied process design for chemical and petrochemical plants, volume 1, 4th edition. Gulf Professional, Oxford: U.K.
7. Ulrich, G.D. (1894). A guide to chemical engineering process design and economics. John Wiley & Sons Inc., Hoboken: U.S.
8. Turton, R., Bailie, R.C., Whiting, W.B. Shaeiwitz, J.A. (1998). Analysis, synthesis, and design of chemical processes. Prentice Hall PTR, New Jersey: U.S.
9. Banko Sentral ng Pilipinas. (2009, May 19). Daily News Release. Retrieved May 19, 2009, from http://www.bsp.gov.ph/statistics/keystat/keystat.htm.
Miriam Abigail Chang and Raul Bicol are process engineers with Fluor Daniel Inc.–Philippines. Chang can be reached at miriam.abigail.chang@fluor.com.
Advertisement
Advertisement
Upcoming Events





