Tapping into a Heat Recovery Opportunity to Reduce Energy Costs

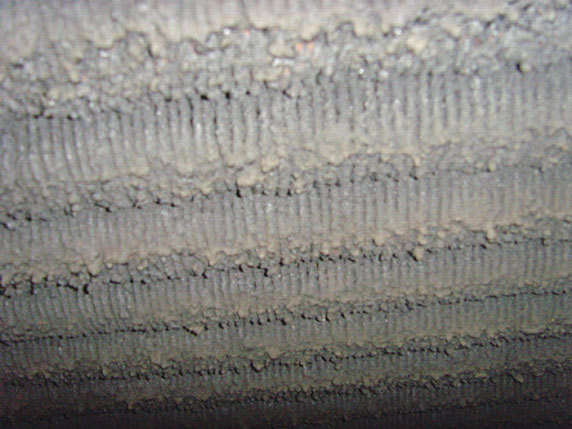
PHOTO: KINERGETICS
August 6, 2012
BY Tom Tucker
Behind corn, most ethanol distilleries rank natural gas as the highest input cost. Grain dryers consume a significant portion. Recently, natural gas prices have come down. But when, not if, prices rebound, finding cost-effective ways to improve process efficiency will have a significant impact. One area many ethanol grain distillers, and also asphalt or beverage distillers, identify as a potential one for improvement is recovering heat from the dryers and regenerative thermal oxidizers (RTO). This heat can be used to reduce process and dryer energy depending on the specific situation.
Ace Ethanol LLC in Stanley, Wis., has been actively improving the energy efficiency of its process operations since its first energy assessment in 2007. In 2010, management set out to reduce its dependence on natural gas by recovering heat from the RTO stack.
“As the ethanol industry ages, grows, and becomes more competitive, the focus must shift to cost savings and operating efficiency,” said Joe Fischer, Ace Ethanol’s plant manager. “The only way to be successful long term will be to seek out and take advantage of opportunities to make the process better and more efficient.”
As the first large-scale plant to produce ethanol in Wisconsin, Ace Ethanol is on the leading edge. Built in 2002, Ace Ethanol operates nearly 24/7, producing more than 46 MMgy and 350 tons of DDGS per day. When the plant began examining ways to recover heat from the RTO exhaust, natural gas prices hovered around $6 MMBtu. Fischer estimated that RTO heat recovery could reduce plant gas use by about 7 to 10 percent.
In Delta-T plant designs like Ace Ethanol, as well as others (ICM, Lurgi, Poet), an RTO is used to control emissions from the DDGS dryers. These dryers run around the clock, year round, and pump lots of heat energy to the atmosphere. Heat leaving an RTO at similar plants can range from 300-500 degrees Fahrenheit.
One of the challenges with RTO heat recovery, however, is the high fouling potential of the exhaust, apparently due to volatile organic compounds and particulates that can adhere to surfaces they contact. This appears to be a bigger concern as the exhaust is cooled below 240 F and has kept many distillers from fully exploring RTO heat recovery due to the issues with the fin-tube heat exchanger technology traditionally used.
The Traditional Approach
Traditional exhaust heat recovery systems center around fin-tube technology due to their simplicity and relatively low cost. A fin-tube exchanger is a series of narrowly spaced plates fixed to tubes. The hot exhaust passes directly through the spacing between the plates, allowing the heat to be recovered. It acts much like a car radiator.
Advertisement
While generally considered cost effective, aka cheaper, the fin-tube is prone to fouling when deposits stick and plug the narrow gap between the plates. If left unattended, the deposits can bake into a hard material and the narrow gap makes effective cleaning very difficult, if not impossible. One ethanol plant that installed a fin-tube exchanger for RTO exhaust heat recovery resorted to bypassing the exchanger completely when it became irreparably fouled.
Seeing the significant potential cost benefits, Ace Ethanol wanted to recover the RTO exhaust heat, but was concerned about fouling, reliability and equipment life. Ace contracted with Madison, Wis.-based Kinergetics LLC, a process engineering and energy efficiency consulting firm, to explore options.
After considering the application, Kinergetics recommended a shell and tube design for the Ace application. The shell and tube was selected as the most promising option due its robustness and ability to be cleaned if fouling does occur, much like the evaporators already on site.
A shell and tube is one of the most common types of heat exchangers for heat transfer between liquids, but is much less common for heat transfer from a high volume exhaust, such as from the RTO. Because of heat transfer constraints when dealing with gases, a shell and tube has to be well-designed and optimized at critical points to keep the cost in check, otherwise, the exchanger becomes very large and expensive.
“For shell and tube exchangers to work properly and be cost-effective, they must be designed right. There is a lot of engineering and experience that goes into making sure the right dimensions, tube counts, components, materials, etc., are used. Even the shell side design becomes important in a cost-optimized approach,” Fischer explained.
Such tricky business is best left to a specialist. After talking with several vendors, it was determined that there were no suitable commercial units available that matched performance and economic requirements, thus, Ace Ethanol turned to Kinergetics for a custom-designed system. “We wanted the best compromise between efficiency and cost,” Fischer said. “Since we run a 24/7 operation, we needed something that could be counted on to be running and be efficient with little need for attention. We felt that this shell and tube design, designed specifically for our application, would give us the best reliability.”
Designing a Solution
Kinergetics has been supporting the ethanol industry since 2007 and was familiar with Ace Ethanol’s concerns. A commercially built heat exchanger that properly addresses the heat recovery duty is often a good answer, but when heat transfer, downtime risks, high fouling potential, pressure drop and cost must be considered together, rarely is an off-the-shelf solution the best fit. It is important to cost-effectively engineer approaches to minimize fouling, reduce process downtime and decrease maintenance.
Advertisement
“My biggest concerns were efficiency, tendency for fouling, and robustness (would it maintain integrity for many years),” Fischer said. “We felt comfortable in Kinergetic’s abilities and were confident they would consider all things and custom design the best possible exchanger. The cost of the completed system was found to be very competitive with a traditional fin-tube approach.”
Kinergetics custom engineered a shell and tube exchanger for the Ace application. If fouling does occur, the exchanger can be cleaned much like the evaporators already used onsite and there is very little risk of downtime since plugging is a minimal concern. The unique mechanical and thermal design of Ace’s RTO exchanger optimizes thermal performance and makes the unit smaller than normally expected for a standard shell and tube design. There are plants with a capacity similar to Ace whose budget proposals (from others) based on the fin-tube technology ranged from $750,000 to well over $1 million. The Kinergetics design needed to be very competitive with traditional fin tube approaches, without the risk of failure. Companies shouldn’t be scared away from doing the right thing environmentally. It’s not cheap, but it can be done cost-effectively. Kinergetics estimates the return on investment for Ace is only two years.
The Fix is In
Designing the custom shell and tube was only part of the process. Kinergetics selected and ordered specialized components, supervised fabrication, and on-site delivery to ensure proper handling on arrival. Kinergetics also provided support to address environmental questions related to the facility air permit. But these are only a part of the solution. Because of space constraints, this exchanger was designed to be installed right in the RTO stack. Weight and wind considerations presented challenges, among which were building a 75-foot tower to “hang” the stack, and support the 40,000-pound flooded weight while allowing for thermal expansion and dealing with Wisconsin’s winter weather.
While Kinergetics provided the process engineering and site supervision, outside experts balanced the process. Hercules Contractors and Engineers, a construction and engineering firm in business for more than 40 years, designed the structure and foundation for the support. Daniels General Contractors handled construction of the foundation, steel structure and exchanger installation.
“Kinergetics handled the design and contracting making it pretty much a ‘turn key’ project,” said Fischer. “And, they worked around our schedules and kept lines of communication very open, which made the whole process relatively painless. Once the project was complete, we pretty much just had to turn a few valves and were instantly saving energy.”
From design to delivery took approximately six months. Preparation of the site took one month, much of which was completed while the exchanger was being built. The actual installation, with dryers off, was only one and a half days and was coordinated with normal maintenance downtime. From the moment the system was started, it was clear that performance expectations were being met, and while the fouling concerns have proven to be real over time, the unit is very easy to clean and there has been no downtime.
Author: Tom Tucker
Principal, Kinergetics LLC
(608) 442-5690
ttucker@kinergetics.net
The claims and statements made in this article belong exclusively to the author(s) and do not necessarily reflect the views of Ethanol Producer Magazine or its advertisers. All questions pertaining to this article should be directed to the author(s).
Upcoming Events





