Enzyme-catalyzed biodiesel made from low-quality oils


July 15, 2014
BY P.M. Nielsen
In the first quarter of 2014, both Blue Sun Biodiesel in St. Joseph, Mo., and Viesel Fuel LLC in Stuart, Fla., announced the full-scale production of biodiesel based on lipase as catalyst. Production at both sites has been in operation for more than a year now.
Novozymes has been the enzyme supplier and partner, and the accomplishment of full-scale production is the result of lengthy, dedicated research and development work. The new lipase technology enables the processing of oil feedstocks with any concentration of free fatty acids (FFA) and with lower energy costs than with a standard chemical catalyst.
Utilizing lipases in the production of biodiesel dates back more than 10 years, and a considerable number of articles suggest the use of immobilized enzymes (Fjerbaek, L., et al., 2009). The first trials using liquid formulated lipases instead of immobilized ones took place at Novozymes’ laboratories in 2006 and resulted in the first patent filings.
In 2008, the Danish National Advanced Technology Foundation supported a large research effort involving universities and a biodiesel producer. At the same time, Novozymes began collaboration with Piedmont Biofuels in Pittsboro, N.C. The objectives of both projects were to find a lipase with a selling price low enough to compete in the chemical biodiesel market and to demonstrate the enzymatic biodiesel process in pilot or production scale. Originally, the collaborators believed that the result would be a low-cost immobilized lipase, but with time the most efficient process proved to be one with a new liquid formulated lipase (Cesarini, S., et al., 2013). The results led to the latest patent filing in 2012, which describes the basis for the registered BioFAME process utilizing liquid-formulated lipases as a catalyst and includes the reuse of the enzyme (Patent WO2012/098114, 2012).
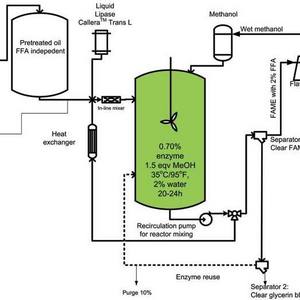
The final enzymatic biodiesel process consists of an enzyme reaction step followed by polishing as shown in Figure 1.
The operating principle of the enzyme reactor is the creation of an emulsion with a small amount of water (1 to 2 percent), as the enzyme works specifically at the interface between oil and water. Constant and efficient mixing during the reaction is required. One crucial specification for the oil feedstock was discovered; it must not contain acidity from mineral acids added upstream. Neutralization of such acids can be ensured by, for instance, 50 ppm NaOH added as a 10 percent solution. The reaction temperature must be controlled to 35 degrees Celsius/95 degrees Fahrenheit, and the methanol added gradually to prevent enzyme inactivation.
Typically, the required methanol is added during the first six to 10 hours of reaction. An efficient enzyme dosage of 0.7 percent is suggested, and with the reuse option the enzyme consumption will be close to 0.2 percent w/w on oil. It is only in the first batch that the addition of water is required. During additional batches the water from the reused heavy phase and the wet methanol is normally sufficient.
Figure 1 shows the reactor in connection with centrifuges to separate the fatty acid methyl esters (FAME) and glycerin after the reaction. Alternatively, gravity settling in the reactor can be used, but it requires a relatively long time to produce clear glycerin. In either case, a small loss of enzyme activity occurs in every batch. The methanol/ temperature conditions cause a slight inactivation of the enzyme, and there is a physical loss of enzyme in the separation step. Experience can ensure that the overall enzyme activity loss is limited to less than 15 percent per batch.
Use of the liquid lipases was a breakthrough, as they are much cheaper to produce and provide technological as well as cost benefits.
By using the lipase Novozymes Callera Trans, it is possible to produce biodiesel from a large variety of oil qualities. The ability to produce biodiesel from feedstock regardless of its free fatty acid (FFA) content ultimately makes the process a more cost-efficient way to produce biodiesel.
One of the key technologies involved is the recovery of the enzyme. The reaction time of 20 to 24 hours is dependent on a certain concentration of enzyme, for example, 0.7 percent of the oil. To lower associated costs, the enzyme is collected and reused. After the reaction, the reaction mixture is separated by gravity/centrifuge into three layers as illustrated in Figure 2. The glycerin phase after separation is very different from the glycerin obtained from an alkaline-catalyzed process, as it is almost free from salt.
The FAME phase from the enzyme reaction typically consists of a composition with bound glycerin less than 0.22 percent and FFA 2 percent. The FFA content varies, as it is dependent on the FFA content in the feed. At very high FFA content, such as that found in palm fatty acid distillate, it can typically reach 2.5 to 3.0 percent FFA. A low FFA content after the reaction can be achieved by controlling the water and methanol contents, taking the water formed by the FFA esterification also into consideration. Data from different oil reactions are included in Table 1.
Advertisement
Advertisement
TABLE 1. Data from the testing of different oils at typical BioFAME conditions—two used cooking oils, two corn oils from bioethanol byproducts, and one PFAD
After BioFAME reaction
Feedstock FFA %, FFA %, Monoglycerides %, Diglycerides %, Triglycerides %, Bound glycerides %
UCO* 1 6.3 1.6 0.36 0.34 0.30 0.17
UCO 2 8.5 1.4 0.40 0.60 0.13 0.21
Corn oil 1 8.9 1.4 0.46 0.20 0.02 0.15
Corn oil 2 9.1 1.3 0.45 0.28 0.02 0.16
PFAD** 85.0 2.7 0.90 0.30 0.10 0.29
*UCO, used cooking oil;
**PFAD, palm fatty acid distillate
The polishing step is required mainly owing to the FFA content which has to be reduced to less than 0.25 percent according to ASTM specification. This can take place as one of several alternative process steps:
1. Caustic wash. The caustic wash is based on the refining concept that eliminates FFA by a NaOH wash of virgin oil. The residual FFA content in the FAME phase is relatively low and the formation of soap is limited. However, the solubility of soap in the FAME is different from its solubility in oil, and a higher recirculation volume of soap/FAME than the normal 2.5 times soap volume is required. One benefit of the caustic wash is the significant reduction in monoglycerides.
2. Resin esterification. Resin technology is used today to eliminate FFA from oil as a pretreatment to biodiesel production with Na-methoxide catalyst. The concept is also applicable as a polishing step and uses a resin catalyzing the esterification at high temperatures (90 C/195 F) and methanol concentration (15 to 20 percent).
Advertisement
Advertisement
3. Sulfuric acid esterification. The sulfuric acid esterification is well established as a pretreatment for high-FFA feedstocks, for example, animal fat. There are limitations to the level of FFA that can be esterified, and the equipment has to be glass lined to prevent excessive corrosion. As the BioFAME reaction delivers FFA at a typical 2 percent, the sulfuric acid process might be able to reach in-specification FFA levels in one step.
4. Enzymatic esterification. Technically, this is probably the most advantageous of the processes mentioned. Aside from the FFA esterification, it also ensures the transesterification of the remaining glycerides. The cost of the enzyme needs to be considered in this case.
Distillation of the final product is an option to secure against any carryover from low -quality oils, for example, to ensure that waxes or metal ions are not found in the final biodiesel. An improved color and cold soak quality can also be secured by distillation.
Novozymes is currently finalizing the development work of the enzymatic biodiesel application and is ready to officially launch the concept later this year. Together with our partners who are using the lipase Callera Trans in full-scale production, we have shown that biodiesel can be produced from oils having different low qualities independent of FFA content and having a low cost for methanol recovery. The process has been installed at two full-scale plants, one as a retrofitted process to a traditional plant and the other as a greenfield plant. This is the first step into the biodiesel industry, but future perspectives for enzymatic processes are already foreseen, such as combined degumming and transesterification and sterylglycoside acylation.
Author: P.M. Nielsen
Senior Science Manager, Novozymes R&D Group-Bioenergy Opportunities
pmn@novozymes.com
This article originally appeared in the July/August 2014 issue of Inform magazine. It has been reprinted in Biodiesel Magazine with permission from AOCS (www.aocs.org).
Works cited
-Cesarini, S., P. Diaz, and P.M. Nielsen, Exploring a new, soluble lipase for FAMEs production in water-containing systems using crude soybean oil as a feedstock, Process Biochem. 48:484–487, 2013.
-Fjerbaek, L., K.V. Christensen, and B. Norddahl, A review of the current state of biodiesel production using enzymatic transesterification, Biotechnol. Bioeng. 102:1298– 1315, 2009.
-Nielsen, P.M., Production of fatty acid alkyl esters, World Intellectual Property Organization Patent WO2012/098114, 2012.
Related Stories

Biodiesel capacity in the U.S. and Canada dipped slightly stable in 2024, with several renewable diesel producers reporting headwinds and lower margins alongside a drove of SAF projects in various stages of development.

The IEA’s Task 39 group has new research regarding the development and status of the sustainable aviation fuel industry.

The U.S. EPA on Nov. 16 released updated RIN data, reporting that nearly 2.11 billion RINs were generated under the RFS in October, up from 1.81 billion generated during the same month of last year.
Conestoga to host SAFFiRE cellulosic ethanol pilot plant

By SAFFiRE Renewables LLC
November 28, 2023
Conestoga Energy and SAFFiRE Renewables LLC announced on Nov. 16 their agreement for Conestoga to host SAFFiRE’s cellulosic ethanol pilot plant at Conestoga’s Arkalon Energy ethanol facility in Liberal, Kansas.

Officials at Calumet Specialty Products Partners L.P. discussed the company’s proposed plans to boost sustainable aviation fuel (SAF) production at its Montana Renewables biorefinery during third quarter earnings call, held Nov. 9.
Upcoming Events





