Continual Improvements to Continuous Flow Production

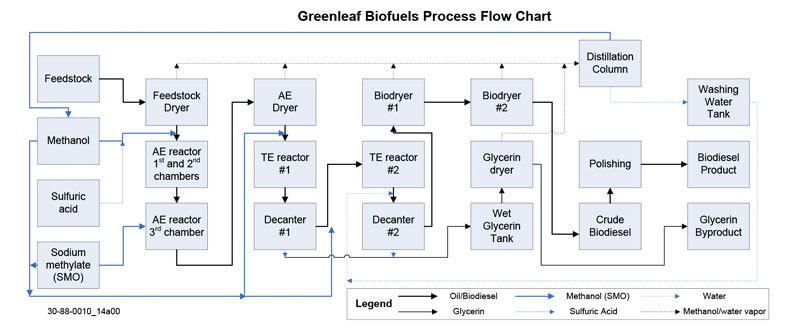


PHOTO: GREENLEAF BIOFUELS LLC
December 30, 2014
BY Ming Chai and Gus Kellogg
As most biodiesel start-ups will find, the relatively simple academic theory of converting triglycerides into alkyl esters is not so simple in the real world. Add into the mix a continuous flow process technology and what once seemed simple is now proving difficult. Top that off with the need to convert free fatty acids (FFA) into alkyl esters just to make your plant viable in this market, and things get downright complicated.
Greenleaf Biofuels LLC was formed in 2004 with the intention of bringing renewable energy alternatives to Americans who value preserving the natural environment and strengthening America’s energy security. The company was one of the first wholesale and retail distributors of biodiesel in New England, and is now operating a regional biodiesel manufacturing facility in New Haven, Connecticut. The production facility is strategically located to take advantage of New England’s large heating oil market.
Greenleaf’s production system is an integration of Greenline Industries’ 10 MMgy biodiesel production train, consisting of a two-stage transesterification (TE) dosing and reaction system, a robust vacuum system and a custom-developed, acid-catalyzed esterification (AE) reactor, and cold-filtering/polishing and methanol distillation systems. The whole system is a continuous flow process except for the final polishing step.
The feedstock (100 percent waste oil and fats) is going through acid-catalyzed esterification and then two-stage transesterification and two-stage decanting to be fully converted into methyl esters. After drying, the crude biodiesel is polished by a filter press to remove various impurities to meet ASTM specifications, including more stringent cold soak filterability test that many plants struggle with. Glycerin is separated from the methyl esters in two decanters, one after the first TE reactor and another after the second TE reactor. The glycerin then passes through one-stage drying and is stored as coproduct. The volatiles from the process are removed by various vacuum dryers, which eventually feed into a distillation column. Methanol is recovered, purified and reused as a reactant, while water is recycled back to the second-stage decanter to aid separating impurities from the incoming biodiesel stream. The whole process is designed to reuse various materials and to minimize waste generation.
The production facility at Greenleaf Biofuels was commissioned in the first quarter of 2013 and the first batch of ASTM-grade biodiesel fuel was produced in April 2013. Since then, Greenleaf Biofuels has invested significantly in process reliability debottlenecking and has reached 100 percent designed flow rate. The plant has been operating at higher than 94 percent reliability and has used 100 percent waste oil and fats as feedstocks, including during the commissioning period.
Like a lot of new plants, Greenleaf Biofuels started seeing various and frequent process upsets after commissioning the plant. It has been proven at Greenleaf Biofuels that a small change in optimizing chemical dosing formulas could make a significant impact on fuel quality, throughput and plant economics. With our extensive educational and experiential backgrounds in biodiesel, we designed sampling and analyzing procedures across the whole production system and identified various key performance indicators to keep the production within centerline conditions, which are the most important operational control steps for a continuous flow system.
FFA is the main impurity in waste oil and fats and insufficient pretreatment of FFA represents direct yield loss, and impurity generation affects the following TE reactions. It has been used as a benchmark in the biodiesel industry that reducing FFA to 0.5 to 1 percent after AE reaction is a very successful practice. The commonly used dosing formula for AE is step-wise. With our innovative continuous AE dosage formula, Greenleaf Biofuels has been successfully treating various types of feedstock, including used cooking oil, animal fats, fish oil and distillers corn oil from ethanol plants, with FFA ranging from 2 to 20 percent. The average FFA after AE reaction has been controlled at lower than 0.25 percent. Part of this practical research has been published in Fuel Processing Technology, in an article titled, “Esterification Pretreatment of Free Fatty Acid in Biodiesel Production, from Laboratory to Industry.”
At Greenleaf, we have implemented the whole quality control system to monitor operating parameters as well as in-process chemistry. On a typical shift data collection sheet, the production crews collect approximately 80 operating parameters from remote or local instruments and up to 20 process quality data points from various analytical tests hourly. Every day, a group of people will review the data collection sheet with other shift production documents. One production tank (approximately 28,000 gallons) will be internally tested and then transferred to a half-million-gallon quality assurance (QA) tank. A third-party lab will perform a full slate of ASTM tests of this QA tank before generating a production lot. With this comprehensive quality control procedure across the whole production process, there have been no failed production lots generated since September 2013.
It is challenging to upgrade a continuous flow system because all operating units are linked to each other, and the changes to one section could potentially affect the other units operation. It requires a lot of data to determine the root cause and identify the true bottlenecks, rather than taking temporary, stop-gap measures. The advantage of extensive data collection is to give Greenleaf the opportunity to be a data-driven decision maker.
The distillation column is one of the most important unit operations in Greenleaf. The quality of overhead distillates and bottoms are determinants of overall operating cost and separation efficiency in the second stage of decanting. The management of the distillation column used to be a headache and sometimes mysterious. In Q1 2014, the distillation column was running well and supporting increasing production in cold weather; however, it caused significant production reduction in Q2 2014 when ambient temperatures rose. A round of study discovered that the condenser for methanol distillation column was significantly undersized. With the sufficient data support, an upgrade project was quickly planned and implemented, which turned into one of the best contributors to the longest continuous run in plant.
As is common in the chemical industry, a lot of good ideas come from the people working on the floor day to day, who can identify the shortcomings of the process and equipment from hands-on experience. Polishing is the only batch process in Greenleaf Biofuels and it used to give us the biggest variance. Khadim Mbaye, one of the shift supervisors, and his team have developed a new method to increase the average flow rate of polishing by 50 percent and consume less polishing media. Ron Hazard, another shift supervisor, created a new procedure to manage polishing and increased polishing efficiencies across all four shifts. Greenleaf has created a company culture to encourage employees to contribute their ideas to day-to-day operations, which could be as small as installing a pressure gauge in the field or as large as significantly increasing polishing rate.
Process improvement is an ongoing course for Greenleaf Biofuels. We will keep utilizing the intelligence we have designed into plant data collection systems, and maximize the resources available to us. Greenleaf Biofuels is a 24/7 operating facility and we are proud of utilizing 100 percent waste oils and fats. We truly believe that biodiesel fuel is the drop-in solution to mitigate both energy shortage and greenhouse gas emission challenges. Greenleaf Biofuels will keep growing and aims to expand to provide high-quality biodiesel to meet the growing regional demand for biodiesel in home heating and transportation fuels, to increase regional energy security and to promote environmental responsibility.
Authors: Ming Chai, Gus Kellogg
Quality Control Manager; Founder and CEO
Greenleaf Biofuels
203-672-9028
ming@greenleafbiofuels.com
gus@greenleafbiofuels.com
Advertisement
Advertisement
Advertisement
Advertisement
Related Stories

Biodiesel capacity in the U.S. and Canada dipped slightly stable in 2024, with several renewable diesel producers reporting headwinds and lower margins alongside a drove of SAF projects in various stages of development.

The IEA’s Task 39 group has new research regarding the development and status of the sustainable aviation fuel industry.

The U.S. EPA on Nov. 16 released updated RIN data, reporting that nearly 2.11 billion RINs were generated under the RFS in October, up from 1.81 billion generated during the same month of last year.
Conestoga to host SAFFiRE cellulosic ethanol pilot plant

By SAFFiRE Renewables LLC
November 28, 2023
Conestoga Energy and SAFFiRE Renewables LLC announced on Nov. 16 their agreement for Conestoga to host SAFFiRE’s cellulosic ethanol pilot plant at Conestoga’s Arkalon Energy ethanol facility in Liberal, Kansas.

Officials at Calumet Specialty Products Partners L.P. discussed the company’s proposed plans to boost sustainable aviation fuel (SAF) production at its Montana Renewables biorefinery during third quarter earnings call, held Nov. 9.
Upcoming Events





