Relevant Results



FILE PHOTO
February 19, 2020
BY Lisa Gibson
Implementing a fractionation process at a conventional dry-grind ethanol plant has the potential to increase the plant’s profitability, increase the value and nonruminant digestibility of dried distillers grains, and provide a corn fiber coproduct that can be converted to cellulosic ethanol for additional revenue, without significantly affecting conventional ethanol yield. So says a first-of-its-kind technical and economic analysis of eight different fractionation processes by researchers at the University of Illinois at Urbana-Champaign.
In “Impact of Fractionation Process on the Technical and Economic Viability of Corn Dry Grind Ethanol,” lead co-authors Vijay Singh, professor of bioprocessing; Deepak Kumar, now professor in paper and bioprocess engineering at State University of New York; and Chinmay Kurambhatti, a doctoral student in food and bioprocessing at the University of Illinois, set out to compare wet fractionation with modified dry fractionation processes, comparing profitability, capital investment, ethanol yield and coproduct quality, to determine the best bang for an ethanol producer’s buck. “The object of this paper was to find all the fractionation technologies and put them at one platform with similar assumptions,” Kurambhatti says, adding previous studies on the topic haven’t analyzed as many modified processes or studied the outcomes as deeply.
With low margins in the ethanol industry, the study shows how fractionation can increase profitability at dry-grind plants. “This process is very efficient at converting starch into ethanol, but all the other valuable components of the corn kernel don’t get processed into their optimized form,” Singh says. “So fractionation is a way of generating additional coproducts in a conventional dry-grind ethanol process.”
Processes and Modifications
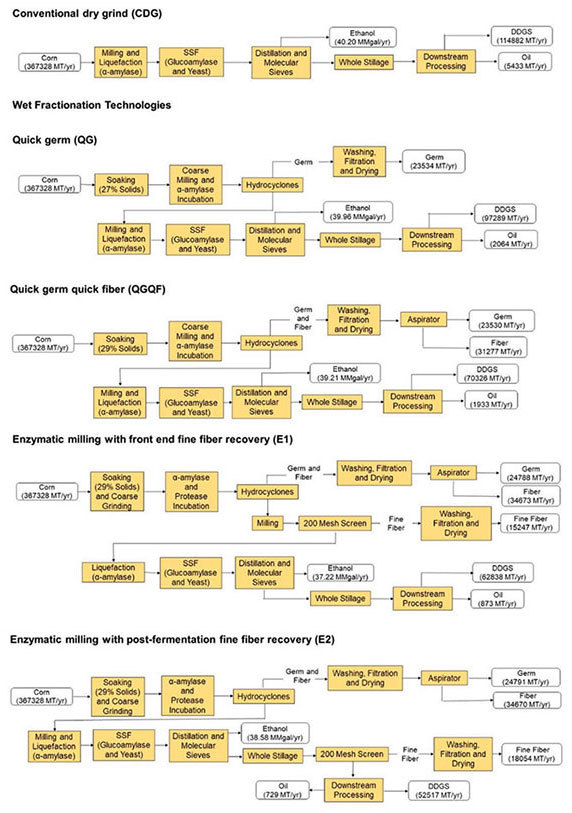
Singh, Kumar and Kurambhatti compared nine processes, including conventional dry grind with no fractionation. Wet fractionation techniques involve soaking the corn kernel in water for six to 12 hours and coarse grinding to separate components including germ, pericarp fiber and fine fiber. Different modifications of wet fractionation separate different components.
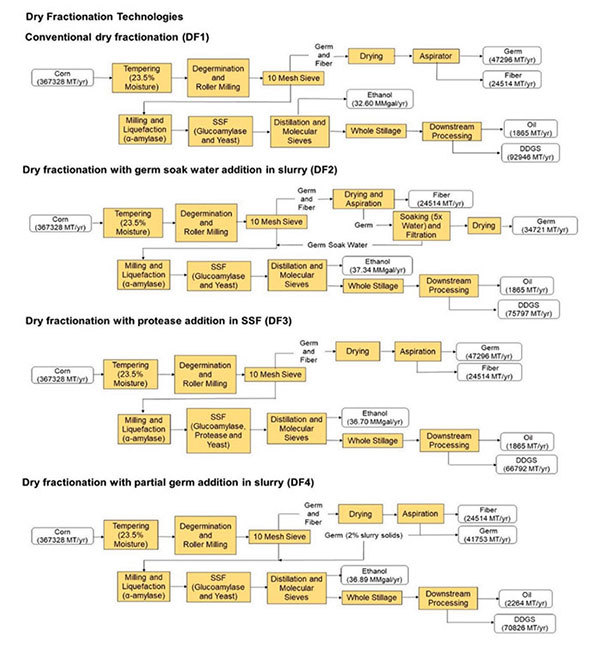
In dry fractionation, hot water or steam is applied to the corn kernel for 15 to 30 minutes, followed by coarse milling and separation of individual components.
The study clearly confirmed what the researchers already knew: Wet fractionation provides a cleaner separation and leaves enough nutrients in the germ behind to allow efficient fermentation of starch.
Advertisement
Advertisement
“In wet fractionation, you get a much cleaner product, and the quality of those products is higher,” Singh says. “Whereas in dry fractionation, the separation is not that clean, and as a result, the value of the products that they produce is also not high. For example, the oil content in the germ produced through dry fractionation is 18%, compared with 39% in wet fractionation.” In wet fractionation, the nutrients from the germ are leached into the water, and therefore are still available to the yeast in fermentation, Singh says. “You don’t affect the fermentation process in wet fractionation, but you do in dry fractionation.”
The study modified dry fractionation to fix the issues it brings to fermentation. “What we’ve been working on over the years is to try to come up with innovations to fix the problems with fermentation in the dry fractionation process,” Singh says. Those fixes were established, but the cost, effect on coproducts, and the effect on yield were unknown. Until now.
The study evaluates the following wet fractionation techniques: quick germ; quick germ quick fiber; enzymatic milling with front end fine fiber recovery; and enzymatic milling with post-fermentation fine fiber recovery. It also evaluates the following dry fractionation techniques: conventional dry fractionation; dry fractionation with germ soak water addition in slurry; dry fractionation with protease addition in SSF; and dry fractionation with partial germ addition in slurry.
Assumptions, Quality and Yield
Using SuperPro Designer, an Intelligen Inc. computer simulation technology, the study assumed a dry grind plant would process 1,113.11 metric tons of corn per day, operating 330 days per year. Other assumptions for coproduct yields were based on previous lab studies.
The results show ethanol yield without fractionation at 40.2 million gallons; yield with wet fractionation between 37.2 million and 40 million gallons; and yield with dry fractionation at 31.3 million to 37.3 million gallons.
“Ethanol production capacities for all fractionation processes were found lower compared to conventional dry-grind processes due to loss of starch in various coproducts,” the study reads. Yields in wet fractionation were up to 7.4% lower than conventional, whereas yields in dry fractionation were up to 18.9% lower.
“What we found is you can do dry fractionation, but you’ll have to implement some innovations in order to improve the profitability of that dry fractionation process,” Singh says.
At What Cost
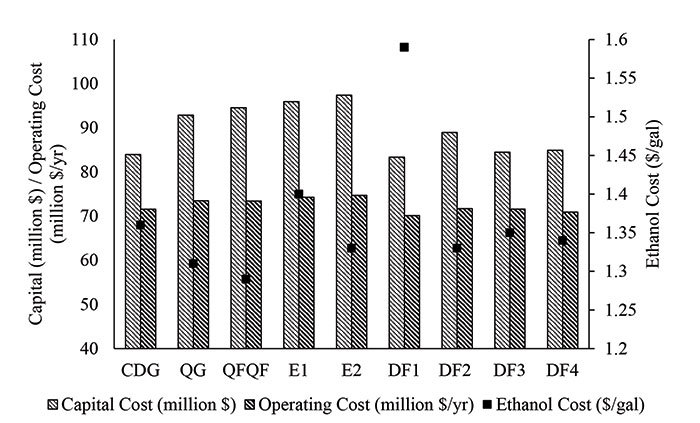
Not surprisingly, wet fractionation’s increased profitability comes at a higher cost. Implementing fractionation added up to $13.4 million to the cost of developing a dry-grind ethanol plant (estimated at $83.95 million). Developing an ethanol plant with a dry fractionation process comes with capital costs of $83.35 million to $84.91 million, less than $1 million more than a process without fractionation. “If you have more capital, you would rather go for wet fractionation,” Singh says.
Advertisement
Advertisement
Because of the high value of coproducts, ethanol production costs in most fractionation processes ($1.29 to $1.35 per gallon) were lower than conventional dry grind ($1.36 per gallon). Internal rate of return for most of the wet fractionation techniques (6.88% to 8.58%) and dry fractionation techniques (6.45% to 7.04%) was higher than the conventional process (6.39%).
Wet fractionation tailored for germ and pericarp recovery was the most profitable among the processes evaluated.
Operating costs for wet fractionation were higher than that for conventional, while dry fractionation operating costs were similar to that of conventional.
Fiber and Future
Removing fiber from the corn kernel through fractionation not only makes that fiber available for further conversion to cellulosic ethanol and generation of D3 renewable identification numbers (RINs), but also makes the DDGS more digestible for nonruminants, such as poultry and swine. “Those small animals don’t have a mechanism to digest the fiber, and if you feed too much of the fiber to them, you can actually affect the weight gain,” Singh says. Poultry and swine with too much fiber in their diets will gain weight slowly, or not at all, he adds. So, removing that fiber increases the rations of DDGS in those diets.
These results related to coproduct quality, and overall profitability illustrate a strong argument in favor of fractionation, Singh says. It shows there are ways to modify dry fractionation to increase profitability while retaining fermentation efficiency, he adds.
The results, Singh says, are incredibly positive and useful for the ethanol industry. “This is a very comprehensive study that brings everything together and then compares the profitability of all those fractionation processes. It then gives a quick synopsis of what a company can do to increase profitability.”
With these results in mind, Singh hopes to see an increase in the number of ethanol plants using fractionation processes.
Author: Lisa Gibson
Editor, Ethanol Producer Magazine
701.738.4920
lgibson@bbiinternational.com
Related Stories

CARB on June 27 announced amendments to the state’s LCFS regulations will take effect beginning on July 1. The amended regulations were approved by the agency in November 2024, but implementation was delayed due to regulatory clarity issues.

SAF Magazine and the Commercial Aviation Alternative Fuels Initiative announced the preliminary agenda for the North American SAF Conference and Expo, being held Sept. 22-24 at the Minneapolis Convention Center in Minneapolis, Minnesota.

Saipem has been awarded an EPC contract by Enilive for the expansion of the company’s biorefinery in Porto Marghera, near Venice. The project will boost total nameplate capacity and enable the production of SAF.

Global digital shipbuilder Incat Crowther announced on June 11 the company has been commissioned by Los Angeles operator Catalina Express to design a new low-emission, renewable diesel-powered passenger ferry.

International Air Transport Association has announced the release of the Sustainable Aviation Fuel (SAF) Matchmaker platform, to facilitate SAF procurement between airlines and SAF producers by matching requests for SAF supply with offers.
Upcoming Events





